Introduction
Laser manufacturing uses focused laser energy to cut, weld, drill, mark, or modify materials with high precision in industrial production environments.
This guide is for manufacturing engineers, tool and die makers, and production managers in metalworking, plastic moulding, and fabrication industries who need to understand when and how laser processes deliver value.
Many engineers reference laser manufacturing as a "precision technology," yet often misunderstand its operational requirements, process variations, and material-specific behaviour. Common misconceptions: all lasers cut any material equally well, or higher power always means better results. Neither is true.
This article covers what laser manufacturing encompasses, how different laser processes work, what factors affect outcomes, and when laser methods suit your application.
Key Takeaways
- Uses concentrated light energy to cut, weld, drill, mark, or build up materials with precision
- Achieves high precision (±0.025 mm tolerances) with minimal distortion
- Requires matching laser type (CO2, fiber, Nd:YAG) to material and controlling parameters
- Applied in sheet metal cutting, tool/die repair, micro-drilling, and surface treatment
- Limited by material thickness (>25mm), highly reflective metals, and cost considerations
What Is Laser Manufacturing?
Laser manufacturing is the application of focused laser beam energy to alter, join, remove, or add material in a controlled manufacturing process. The technology achieves high-precision material transformation with minimal heat-affected zones, tight tolerances (often under 1mm), and repeatability that supports automation.
Laser processing differs fundamentally from traditional manufacturing methods:
- Non-contact operation: No tool wear or physical force on the workpiece
- Software-driven flexibility: Geometry changes happen through programming, not tooling
- Energy-based precision: Heat energy replaces mechanical cutting forces
- Challenging material processing: Handles materials difficult to machine conventionally
This makes laser manufacturing especially valuable for precision tooling, die repair, mould fabrication, and components requiring tight dimensional accuracy.
Why Laser Manufacturing Is Used in Industrial Applications
Industrial manufacturers adopt laser processes for specific operational reasons:
- Precision geometries impossible with mechanical methods
- Reduced thermal distortion in thin or heat-sensitive materials
- Elimination of tool wear and changeover time
- Ability to automate complex multi-step processes
Laser manufacturing addresses critical industrial demands including tight tolerances for medical devices, complex contours in aerospace parts, high-speed production in automotive, and minimal post-processing in mould and die work.
Research shows that automated laser cells can reduce labor requirements by over 80% and total program costs by up to 50% in high-volume environments.
Without laser technology, manufacturers face several persistent challenges:
- Excessive heat-affected zones causing warping and dimensional changes
- Tool breakage or wear leading to inconsistent quality and frequent replacements
- Inability to process hard or brittle materials like ceramics or hardened tool steels
- High labor costs for manual finishing and secondary operations
High-value, precision-critical industries operationally prefer laser manufacturing, and quality standards in medical device (ISO standards) and aerospace (AS9100) sectors often mandate it. This represents a practical response to manufacturing challenges that mechanical methods cannot solve economically.
How the Laser Manufacturing Process Works
A laser beam is generated in a resonator, amplified, directed through optics or fiber, focused to a small spot on the workpiece, and moved in a programmed path while material absorbs energy and undergoes phase change—heating, melting, vaporizing, or fusing.
What goes into the process:
- CAD/CAM-generated toolpath (G-code) defining beam movement
- Laser source with defined wavelength and power (CO2, fiber, or solid-state)
- Motion control system (gantry, galvo scanner, or robot)
- Assist gas (oxygen, nitrogen, argon) for melt removal and shielding
- Workpiece material with known absorption characteristics
Once these components are in place, the laser begins interacting with the material. Laser energy is absorbed based on wavelength match, causing localized heating that melts, vaporizes, or chemically alters the material while the beam moves along the programmed path.
The process is controlled by adjusting laser power (watts), pulse frequency (Hz), focal distance (mm), traverse speed (mm/s), and assist gas pressure to match material type, thickness, and desired outcome.
This enables multiple manufacturing operations:
- Material removal (cutting, drilling, ablation)
- Joining (welding, brazing)
- Surface modification (hardening, annealing)
- Coating (cladding)
- Additive manufacturing (layer-by-layer building)

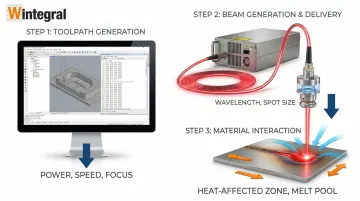
Step 1: Toolpath Generation and Setup
The operator or engineer creates a CAD file of the desired geometry, uses CAM software to generate machine-readable G-code with laser parameters (power, speed, focus), and loads the program into the laser system controller. Modern software automatically nests parts to maximize material utilization and optimizes cutting paths to manage heat buildup.
Step 2: Laser Beam Generation and Delivery
The laser source (CO2 gas tube, fiber laser module, or solid-state crystal) generates coherent light through stimulated emission, amplifies it in a resonator cavity, and delivers it via mirrors or fiber optic cable to the processing head. A lens then focuses the beam to a spot diameter of 0.1-0.5mm.
Single-mode fiber lasers can achieve spot sizes as small as 20-50 µm, enabling high-precision micro-cutting and welding applications, including the precision mould and die repair work performed by specialized laser welding facilities.
Step 3: Material Interaction and Motion Control
As the focused beam contacts the material surface, energy absorption causes rapid heating and phase change (melting or vaporization), while a motion system (XY gantry, rotary axis, or galvo scanner) moves the beam or workpiece along the toolpath. Assist gas removes molten material or shields the melt pool from oxidation. The interaction between laser parameters, material properties, and motion control determines the final quality of the cut, weld, or mark.
Where Laser Manufacturing Is Applied
Types of systems and equipment:
- 2D laser cutting tables for sheet metal fabrication
- Laser welding stations for joining components
- Laser marking systems for part traceability and serialization
- Laser drilling machines for micro-holes in electronics
- Laser cladding systems for surface coating and repair
Points in the lifecycle:
Laser manufacturing spans multiple stages:
- Production: cutting, welding, drilling, and marking components
- Maintenance and repair: laser welding to restore worn moulds and dies, laser cladding to rebuild damaged surfaces
- Quality assurance: laser marking for serialization and traceability
- Prototyping: rapid iteration without tooling changes
Typical triggers:
- Need for precision beyond mechanical methods (±0.025 mm tolerances)
- Material incompatibility with traditional processes (brittle ceramics, hardened tool steels)
- Demand for automation and repeatability
- Requirement to minimize heat input and distortion
The process operates on different schedules depending on application. Production environments use laser systems continuously for cutting, marking, and welding. Repair and refurbishment follow condition-based schedules, such as tool and die restoration when wear or damage occurs. Prototyping and custom fabrication typically involve one-time laser applications.
Key Factors That Affect Laser Manufacturing
Laser Type and Wavelength
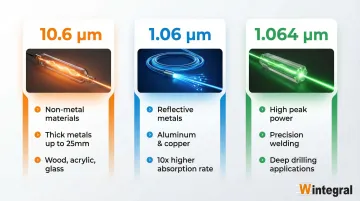
Different laser types serve distinct manufacturing needs:
- CO2 lasers (10.6 µm): Best for non-metals and thicker metals up to 25mm
- Fiber lasers (1.06 µm): Excel with reflective metals like aluminum and copper, offering up to 10x higher absorption rates
- Nd:YAG lasers (1.064 µm): Deliver high peak power for precision welding and drilling applications
- Ultrafast lasers: Enable cold ablation with picosecond/femtosecond pulses, creating minimal heat-affected zones
Material Properties and Thickness
Material characteristics directly impact laser processing success. Key properties include absorption rate at the laser wavelength, thermal conductivity affecting heat spread, and melting temperature determining power requirements.
Material thickness limits maximum cut depth, typically to 25mm for industrial lasers. For example, copper absorbs ~56% of green light (532 nm) but only ~10% of near-infrared light (1064 nm), making wavelength selection critical for reflective metals.
Laser Parameters and Settings
- Power output (watts): Controls penetration depth and cutting speed
- Pulse frequency (Hz): Affects heat accumulation and material cooling
- Focal distance: Positions the beam's intensity peak for optimal energy density
- Traverse speed: Balances cut quality with throughput
- Assist gas type/pressure: Influences edge quality and oxidation
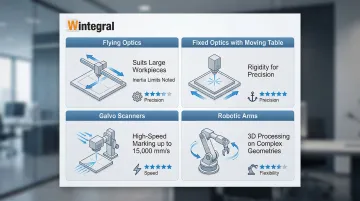
Motion Control and Beam Delivery
The method of beam delivery affects processing capabilities:
- Flying optics systems: Moving laser head suits large workpieces but has inertia limits
- Fixed optics with moving tables: Offers rigidity for precision work
- Galvo scanners: Provide high-speed marking and engraving at speeds up to 15,000 mm/s
- Robotic arms: Enable 3D processing on complex geometries
Environmental and Operational Constraints
Successful laser manufacturing requires attention to operational factors:
- Fume extraction: Required for managing vaporized material safely
- Operator safety: Protocols for laser radiation and reflection protection
- Maintenance schedules: Regular optics cleaning and alignment checks
- Power supply stability: Prevents parameter drift during extended production runs
Common Issues and Misconceptions
Manufacturers often misunderstand laser capabilities, leading to poor equipment choices and unrealistic expectations. Here are the most common misconceptions:
Not All Lasers Cut Every Material Equally
Wavelength mismatch causes poor absorption and processing failures. CO2 lasers struggle with copper, causing incomplete cuts and potential damage to optics. Fiber lasers work better for reflective metals due to superior absorption characteristics.
Different materials require specific laser types matched to their absorption properties.
Higher Power Doesn't Always Mean Better Results
Excessive power creates problems:
- Wider heat-affected zones that weaken material
- Burned edges on thin materials
- Wasted energy and higher operating costs
- Increased surface roughness from unstable melt flow
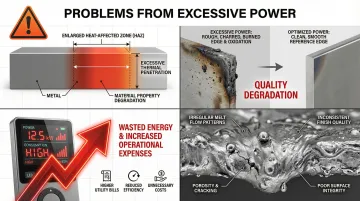
Research confirms that balanced power, speed, and focus settings deliver optimal results for each material-thickness combination.
Fiber and CO2 Lasers Serve Different Purposes
Fiber lasers aren't simply "better CO2 lasers." Each has distinct wavelength, beam quality, and cost profiles suited to specific applications. CO2 lasers remain superior for thick non-metals like acrylic, while fiber lasers excel at metal cutting.
Companies like Wintegral Engineering select laser welding technology based on the specific repair requirements of moulds and dies, not just raw power specifications.
Laser Processing Still Requires Post-Processing
Laser methods are cleaner than mechanical alternatives, but they aren't finish-ready. Laser-cut metals often have slag or dross on edges requiring deburring. Laser-welded joints may need stress relief or surface finishing depending on the application and load requirements.
When Laser Manufacturing May Not Be Appropriate
While laser manufacturing excels in precision applications, certain scenarios don't justify the investment.
When laser isn't needed:
- Simple, low-tolerance cuts in thick plate (>25mm) where plasma or oxy-fuel cutting is more economical
- High-volume identical parts where stamping or die-cutting spreads tooling costs better than laser programming time
Material constraints:
- Very thick materials exceed laser penetration depth
- Highly reflective materials (polished aluminum, copper) risk optics damage without fiber laser or surface treatment
- Materials emitting toxic fumes (PVC, certain composites) require specialized exhaust systems
Better alternatives exist for:
- Waterjet cutting for heat-sensitive materials (laminates, composites with heat-sensitive resins)
- Mechanical milling for deep 3D pockets and cavities
- EDM (electrical discharge machining) for ultra-hard materials like carbide where laser energy is insufficient
Signs you don't need laser manufacturing:
- Precision requirements don't justify the cost
- Cheaper processes deliver acceptable quality
- Parts lack geometric complexity that leverages laser flexibility
Conclusion
Laser manufacturing uses focused light energy to cut, weld, drill, mark, clad, or additively build materials with precision, speed, and minimal contact. Achieving consistent, high-quality results requires understanding key process variables and how they interact with material properties.
Critical process variables include:
- Laser type and wavelength selection
- Power density and exposure time
- Travel speed and focal distance
- Assist gas type and pressure
The technology excels in precision, complexity, and automation, but successful implementation depends on matching the process to your specific requirements. Base selection decisions on material type, part geometry, tolerance needs, production volume, and total cost—not industry trends alone.
For tool and die repair applications, Wintegral Engineering in India demonstrates how laser welding restores worn tooling with minimal heat-affected zones. Their micro-welding expertise delivers cost savings up to 90% compared to replacement while maintaining production schedules, proving that laser manufacturing's value lies in correct application rather than universal adoption.
Frequently Asked Questions
What is the laser manufacturing process?
Laser manufacturing uses a focused laser beam to process materials through cutting, welding, drilling, marking, or surface treatment. The process relies on precise control of laser parameters matched to the material being processed.
How does laser manufacturing differ from traditional machining?
Laser manufacturing is non-contact with no tool wear, thermally-driven rather than mechanical, and software-controlled for flexible geometry changes. Traditional machining uses physical tools that wear, require setup time, and exert forces that can limit precision.
What materials can be processed with laser manufacturing?
Lasers can process metals (steel, stainless steel, aluminum, titanium, copper), plastics, ceramics, glass, wood, and composites. Fiber lasers work best for metals, while CO2 lasers excel with non-metals.
What are the main advantages of laser manufacturing?
Key advantages include high precision (±0.025 mm tolerances), minimal heat distortion, no tool wear, and rapid programming changes without retooling. These benefits make laser manufacturing ideal for precision-critical applications and high-mix production.
What are the limitations of laser manufacturing?
Lasers are typically limited to materials under 25mm thick, have high initial capital costs (₹75 lakh to ₹7.5 crore+), and require proper fume extraction and safety measures.
Is laser manufacturing cost-effective for small production runs?
Yes, laser manufacturing is cost-effective for small batches because it eliminates tooling costs and allows rapid design changes via software. Per-part costs remain competitive even at low volumes compared to processes requiring dedicated dies.