Introduction
Micro welding has become essential in precision manufacturing industries like automotive tooling, electronics, medical devices, and mould/die fabrication where component sizes continue to shrink while quality demands increase.
In India, this technology has taken on heightened importance as the dies and moulds market expands at 11.4% CAGR through 2029, driven by automotive, electronics, and plastics sectors where dimensional precision directly impacts competitive advantage.
The challenge for many manufacturers is straightforward: while micro welding enables repair and fabrication that was previously impossible, most don't fully understand what qualifies as "micro" welding, which processes are available, or when it's the right solution versus traditional methods.
This knowledge gap becomes costly when expensive moulds crack, precision dies wear, or delicate components fail. The wrong repair approach can mean scrapping high-value tooling.
This guide explains what micro welding actually is, how the process works at a technical level, what makes it different from conventional welding, and where it delivers the most value in precision manufacturing operations.
Key Takeaways
- Micro welding joins materials typically under 0.5mm thick, creating fusion welds as small as 0.007mm
- Prevents distortion with extremely low heat input and millisecond weld cycles
- Key technologies: Pulse Arc, Laser, Micro-Plasma, and Micro-Resistance welding
- Critical for mould/die repair, electronics, medical devices, and precision tooling
- Costs 20-40% of replacement value while reducing lead times from months to weeks
What Is Micro Welding?
Micro welding is a specialized welding process designed to join very small or thin materials (typically under 0.5mm thickness) using precisely controlled, low-energy heat sources. The process creates fusion welds as small as 0.007mm—thinner than human hair—without causing thermal distortion or damage to surrounding areas.
Why Micro Welding Exists
Traditional welding processes generate too much heat and lack sufficient control for precision components. This causes warping, cracking, metal structure changes, and damage to heat-sensitive parts.
The cost impact is substantial. When a ₹5 lakh injection mould develops a crack, replacing it costs significantly more and takes 8-16 weeks. Micro welding repairs the same mould for ₹1-2 lakh in just 1-3 weeks, preserving dimensional accuracy.
What micro welding is NOT:
- Not simply "small-scale traditional welding" with reduced power
- Not a coating process like hard anodizing or plating (which are surface treatments only)
- Not soldering or brazing (which use filler metals without fusing the base material)
Micro welding creates actual metallurgical fusion bonds where base materials melt and join at the molecular level.
Scale and Capabilities
The process handles materials from 5mm down to 0.007mm thickness. Applications range from delicate electronics weighing grams to precision moulds weighing several tons, depending on defect location.
Key specifications include:
- Fusion zone diameter: 0.1mm to 2mm
- Heat-affected zones (HAZ): under 0.5mm
- Laser HAZ width: as narrow as 165 microns in stainless steel
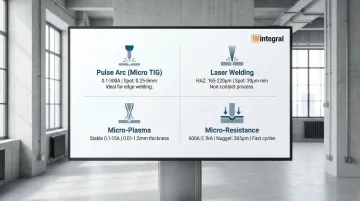
Primary Micro Welding Technologies
Pulse Arc (Micro TIG):
- Tungsten electrode generates controlled plasma arc
- Current range: 0.1-300 Amps (precision work uses 0.1-15A)
- Pulse duration: milliseconds to 4 seconds
- Spot size: 0.25mm to 5mm
- Best for edge welding with filler wire capability
Laser Welding:
Non-contact process using focused laser beam (Nd:YAG or Fiber). Delivers up to 6 kW peak power from 25W laser, creating spots as small as 30 microns.
Advantages:
- HAZ width: 165-220 microns in stainless steel
- Ideal for delicate components requiring minimal heat input
- Precise control for complex geometries
Micro-Plasma:
- Constricted arc through fine-bore nozzle
- Stable operation: 0.1-15 Amps
- Handles material thickness: 0.01mm to 1.5mm
- Superior arc stability at low currents
Micro-Resistance:
Applies electrical resistance and pressure for rapid joining. Operates at high current (600A-2.1kA) over milliseconds.
Best applications:
- Thin foils and sheet joining
- Creates nugget diameter of ~365 microns in 0.05mm foils
- Fast cycle times for volume production
Each process has distinct heat input characteristics, penetration depths, and suitability for different materials and geometries.
How Does Micro Welding Work?
Micro welding operates through a controlled sequence of precisely timed stages. The entire weld cycle typically lasts milliseconds to a few seconds, with each stage designed to minimize heat input while achieving complete metallurgical fusion.
Initiation Stage
The process begins with precise setup and triggering:
Pulse Arc welding uses a tungsten electrode that approaches the workpiece in an inert argon atmosphere (99.996% minimum purity). When triggered—either manually, automatically, or via condition sensors—high-frequency current ionizes the shielding gas into conductive plasma. Electrons impact the workpiece, transferring thermal energy to a localized spot.
Laser welding directs focused laser energy at the joint with power densities exceeding 1 MW/cm², allowing "keyhole" mode penetration.
For Micro-Resistance welding: Electrical current flows through contact points under controlled pressure.
Critical requirements include proper part fixturing (to prevent movement), shielding gas flow, and electrode/beam positioning. Even minor misalignment causes incomplete fusion or burn-through.
Core Welding Operation
The concentrated energy source creates an extremely localized melt pool in the base material.
Unlike traditional welding, the heat-affected zone remains minimal—often under 0.5mm, sometimes as narrow as 165 microns—because of high energy density and short duration.
What happens: Molten metal from both sides of the joint fuses together at the molecular level.
Filler wire can be added if needed (common in Pulse Arc applications). The key is controlled energy discharge: high peak current or power but extremely short duration (microseconds to milliseconds) prevents heat from spreading into surrounding material.
Variables affecting weld quality:
- Weld energy (voltage, current, pulse duration)
- Shielding gas flow rate and purity
- Electrode condition and positioning
- Material cleanliness
- Part temperature
In resistance welding of thin foils, typical weld times range from 1-16 milliseconds. Laser pulses can be as short as 60 microseconds.
Control and Regulation
Achieving this precision requires sophisticated control systems. Modern micro welding systems use closed-loop control with real-time monitoring of current, voltage, arc length, and sometimes temperature. Pulse parameters adjust mid-weld if conditions change.
Why precision matters: Without exact control, excess heat causes:
- Distortion in thin sections
- Grain growth that weakens material
- Cracking in high-carbon or hardened steels
- Burn-through in thin materials
- Martensite formation (brittle zones)
Argon shielding prevents oxidation that would weaken the weld. Microscope or camera systems allow operators to see the weld zone at 10-40× magnification. Some systems include adaptive controls that adjust energy based on material feedback.
Weld Completion and Cooling
The completed micro weld creates a fusion zone typically 0.1mm to 2mm in diameter with minimal heat-affected zone. The weld solidifies almost immediately due to low total heat input and thermal conductivity of surrounding material acting as a heat sink.
Result: A metallurgically sound joint with minimal distortion—parts can often be handled within seconds.
Integration into downstream processes: For mould and die repair, micro welded areas typically require minimal post-weld finishing (light grinding or polishing) compared to traditional welding which needs extensive machining to remove distortion.
The repaired component returns to service quickly. Because the weld is localized, dimensional accuracy and surface finish are largely preserved.

Where Micro Welding Is Used
Micro welding fits primarily into repair and maintenance operations where component replacement cost is high, lead times are long, or defects are localized.
Manufacturing Workflow Integration
Primary applications:
- Repairing cracks in moulds and dies
- Filling worn areas in tooling
- Restoring damaged edges on precision components
- Prototype fabrication (joining precision components during R&D)
- Specialized production (assembling delicate electronic or medical components)
- Maximum ROI scenarios: when scrapping the part would cost 5-10× the repair cost (₹50,000-₹5,00,000 depending on component size), or when replacement lead times would halt production for weeks
Operational Environments
Micro welding performs best in:
- Temperature-controlled workshops with clean air (preventing contamination)
- Stable fixturing setups (preventing movement during welding)
- Operations with skilled operators using magnification equipment
Material compatibility: Works very well on hardened tool steels (H13, P20, D2), stainless steels (SS304, SS316L), aluminum alloys, titanium, and precious metals.
Most effective for repairing high-value moulds used in pressure die casting, plastic injection moulding, and metal stamping where dimensional tolerances are critical.
Industry-Specific Applications
These operational requirements support applications across diverse industries:
- Automotive tooling: Repairs cracks in die-cast moulds and stamping dies; restores textured surfaces (leather patterns) to original specifications
- Electronics manufacturing: Joins miniature connectors, sensor housings, and battery tabs; copper bus bar assembly
- Medical devices: Surgical instruments and implant components benefit from smooth, burr-free welds; critical for pacemaker fabrication
- Jewelry: Precision repairs and permanent jewelry applications on gold, silver, and platinum
- Aerospace: Turbine blade tips and thin-wall sensor assemblies require repairs meeting AWS D17.1 standards
Wintegral Engineering's Capabilities
As India's first full-service micro-welding job-shop for mould and die repair, Wintegral offers multiple processes—Laser, Micro-Plasma, Micro-GT, Micro-Cladding, Hybrid Laser-Micro GT, and TIG welding—across facilities in Bangalore and Pune.
The company serves industries from pressure die casting to plastic injection moulding with repair capabilities for components ranging from 50 grams to over 20 tons, maintaining an average welding defect rate below 1%.
Conclusion
Micro welding achieves what traditional welding cannot—precise, localized fusion of thin or small components without thermal distortion. This capability extends tool life, reduces replacement costs, and maintains dimensional accuracy in precision manufacturing.
Your next steps: Choosing the right approach requires evaluating three key factors:
- When to use it: Micro welding vs replacement, hard anodizing, or traditional welding
- Which process fits: Pulse Arc, Laser, or Plasma based on your material and geometry
- What to expect: Weld quality standards, post-processing needs, and turnaround times
For Indian manufacturers facing growing precision demands and cost pressures, micro welding represents not just a repair technology but a competitive advantage.
Frequently Asked Questions
What are microwelds?
Microwelds are extremely small, precise fusion welds typically less than 2mm in diameter, created using specialized low-heat welding processes. They're designed for joining thin materials (under 0.5mm) or repairing small defects in precision components without causing thermal damage or distortion.
How small can micro welding go?
Micro welding can create welds as small as 0.0003" (0.007mm)—thinner than human hair—with modern Pulse Arc and Laser systems. Practical applications typically range from 0.1mm to 2mm depending on material thickness, required strength, and the specific welding technology used.
What is the difference between micro welding and traditional welding?
Micro welding uses extremely short weld cycles (milliseconds) and minimal heat input, producing heat-affected zones under 0.5mm, compared to traditional welding's larger weld pools and significant thermal distortion. This makes micro welding ideal for thin, delicate, or precision components that traditional welding would damage.
What materials can be micro welded?
Common materials include hardened tool steels (H13, P20, D2), stainless steels (SS304, SS316L), aluminum alloys, titanium, nickel alloys, and precious metals. Weldability depends on material thickness, carbon content, and hardness.
What industries commonly use micro welding?
Primary industries include mould and die manufacturing (pressure die casting, plastic injection moulding), electronics manufacturing, medical device production, aerospace, jewelry manufacturing, and automotive tooling. Any industry requiring precision, minimal distortion, and high-value component repair benefits from micro welding.
Can micro welding repair cracked moulds without distortion?
Yes, the localized heat input and short weld cycle prevent warping and dimensional changes that traditional welding causes. This makes it ideal for repairing cracks in hardened mould cavities and die edges while maintaining original dimensions—a critical capability for manufacturers like Wintegral Engineering, which has repaired thousands of precision moulds and die-tools across India.