Introduction
A single contaminated weld can render a precision die unusable, halt production lines, and cost thousands in rework. For manufacturers working with tools, dies, and moulds, weld contamination—caused by oils, oxides, dust, moisture, or gases—threatens both structural integrity and profitability.
Contaminated welds lead to structural failures, costly rework, production delays, and compromised tool longevity. Surface contaminants like oil and grease are leading causes of porosity and lack of fusion, while even 20 PPM of water vapor in shielding gas is enough to cause porosity in aluminium welds.
This guide covers contamination identification, root causes, prevention strategies, and long-term control measures. You'll learn how to eliminate contamination risks and protect your investment in precision tooling.
Key Takeaways
- Contaminants like oils, oxides, and moisture create porosity, cracking, and weld failure
- Dirty materials, poor surface prep, and gas contamination are primary culprits
- Prevent defects through systematic cleaning protocols and controlled welding environments
- Early detection cuts rework costs by 50-65% compared to post-production fixes
- Visual inspection and NDT catch contamination before it compromises structural integrity
Common Causes of Contaminated Welds
Contaminated welds result from preventable root causes across materials, environment, and process control. Understanding these sources is the first step toward elimination.
What is Weld Contamination?
Contamination is any foreign material that disrupts weld pool chemistry or interferes with proper fusion between base metal and filler material.
Contamination can be surface-level and visible—such as rust, oil films, or dust—or embedded and invisible until failure occurs during service or testing. Both types compromise weld integrity, but embedded contamination is particularly dangerous because it goes undetected until catastrophic failure.
Surface Contamination from Base Materials
Oils, greases, cutting fluids, rust, mill scale, paint, coatings, and oxidation layers introduce impurities into the weld pool when exposed to welding heat.
Organic contaminants decompose into gases under welding temperatures, leading to porosity and weakened weld strength. Even microscopic residues act as initiation sites for defects.
Typical scenarios include:
- Machined parts with residual cutting oils or coolants
- Stored materials with rust, oxidation, or mill scale buildup
- Parts with adhesive residue from protective films or identification labels
- Components with fingerprint oils from handling without gloves

Shielding Gas Contamination
Impure shielding gas, moisture in gas lines, incorrect flow rates, or atmospheric intrusion compromise weld protection. AWS specifications require welding gases to have a dew point of -76°F or lower (10 PPM moisture), yet research shows that 20 PPM water vapour will cause porosity in aluminium welds.
Gas contamination leads to porosity, oxidation, and weakened weld structures by failing to protect the molten pool from atmospheric nitrogen and oxygen.
Common gas contamination sources:
- Moisture condensation in gas delivery lines during temperature fluctuations
- Insufficient gas flow allowing air infiltration around the weld pool
- Using shop air or contaminated gas supplies instead of certified welding-grade gas
- Leaks in torch connections or hose fittings
Contaminated Welding Consumables
Dirty filler rods or wire, contaminated tungsten electrodes, and improper storage introduce foreign materials directly into the weld.
In TIG welding, tungsten contamination occurs when the electrode contacts the weld pool, breaking off particles that create inclusions. Grinding tungsten electrodes on silicon carbide wheels can contaminate tungsten, causing black oxide deposits in AC aluminium welding.
Examples of consumable contamination:
- Filler wire stored uncovered, collecting dust and moisture
- Tungsten electrodes dipping into the molten pool during TIG welding
- Using the same wire brush across different metals, causing cross-contamination
- Moisture absorption in low-hydrogen electrodes from improper storage
Poor Process Control and Technique
Inadequate edge preparation, cross-contamination from fixtures, and improper welding parameters contribute to contamination.
Waterjet cutting can embed abrasive particles into softer metals like aluminium and copper, while plasma cutting leaves oxidised edges requiring removal. Copper fixtures can transfer copper to steel workpieces, causing copper contamination cracking.
Process-related contamination issues:
- Waterjet abrasive particles (garnet) embedded in cut edges
- Plasma-cut oxidisation layers not removed before welding
- Shearing burrs or rough edges not deburred
- Copper fixtures leaving residue on steel, causing hot cracking
- Spatter falling forward during seam welding, contaminating the joint ahead of the arc

What Happens If Contamination Is Ignored
Ignoring contamination triggers a cascade of consequences: immediate weld defects (porosity, cracking, lack of fusion), compromised structural integrity, premature tool and die failure, and safety risks in critical applications.
Economic Impact
Correcting weld defects after fabrication costs 2-3 times as much as the original manufacturing process. Detection timing drives cost escalation—a defect caught at the weld cell is expensive, but discovering it after painting, assembly, or field installation multiplies rework costs exponentially.
Manufacturing downtime from tool failures costs approximately ₹2,16,00,000 ($250,000 USD) per hour, with manufacturers experiencing roughly 800 hours of equipment downtime annually.
For precision tools and dies used in die casting and injection moulding, contaminated welds trigger expensive production stoppages and missed delivery commitments.
Structural and Safety Consequences
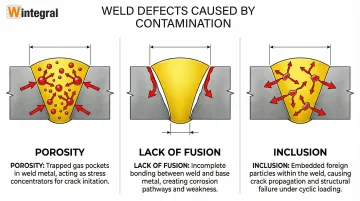
Beyond financial impact, contamination compromises structural integrity through direct mechanical degradation:
- Porosity acts as a stress concentrator, reducing load-bearing capacity and making welds susceptible to cracking and fatigue failure
- Lack of fusion creates pathways for corrosive substances, accelerating corrosion and reducing structure longevity
- Inclusions from embedded particles create weak points that spread cracks under cyclic loading
Material-specific risks amplify these problems:
- Contaminated shielding gas above 400°C dramatically embrittles titanium
- Moisture or hydrocarbons introduce hydrogen into aluminium welds, causing porosity that weakens the joint
Warning Signs You're About to Experience Contaminated Welds
Early indicators allow intervention before major defects occur. Watch for these visual, process, and post-weld signs:
Visual signs:
- Discolouration (golden, blue, brown, purple, or black on stainless steel)
- Surface porosity or pinholes
- Excessive spatter
- Dull or crusty weld appearance instead of shiny finish
- "Sugaring" (granular oxidation) on the backside of stainless steel welds
During welding, process irregularities indicate contamination:
- Erratic arc behaviour or keyhole instability in laser welding
- Inconsistent puddle control
- Unusual popping or crackling sounds during welding
- Filler rod oxidising when pulled outside the gas shield
After welding completes, these defects confirm contamination occurred:
- Weld cracking during cooling
- Failed penetrant or radiographic testing
- Premature failure during service or proof testing
How to Prevent Contaminated Welds
Prevention requires a multi-layered approach covering material preparation, environmental control, consumable management, and process discipline.
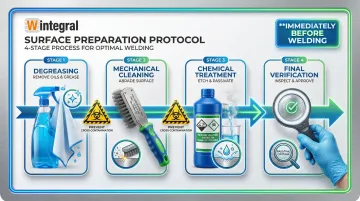
Implement Rigorous Surface Preparation Protocols
What to do: Surface preparation is your first line of defense against contamination. Establish cleaning procedures using appropriate methods for each material:
- Degrease with acetone or isopropyl alcohol using lint-free cloths
- Mechanically clean with dedicated stainless steel wire brushes (separate brushes for each metal type)
- Chemically pickle stainless steel to remove iron contamination and oxidation
- Use laser cleaning for non-contact removal of oxides and surface layers
How it prevents contamination: Removes oils, oxides, dust, and residues before they enter the weld pool and decompose into gases or create inclusions.
When to implement: Immediately after cutting or machining, and again just before welding if parts have been stored or handled.
Critical guidance:
- Use separate cleaning tools for each metal type to prevent cross-contamination
- Avoid powered wire brushes that can smear contaminants into the surface
- For aluminum, remove the tough oxide film with stainless wire brushing or hot alkaline deoxidation followed by distilled water rinse
- Never use chlorinated solvents on aluminum (they form toxic gases under the arc)
Beyond surface cleaning, controlling the welding environment is equally critical.
Control Shielding Gas Quality and Delivery
What to do:
- Use appropriate gas purity grades meeting ISO 14175 standards (minimum 99.99% purity, maximum 40 PPM moisture)
- Install moisture traps in gas delivery lines
- Maintain proper flow rates according to welding research standards: 8-16 L/min for TIG welding, 20-40 L/min for helium in laser welding, 12-25 L/min for argon
- Purge gas lines before welding, especially after idle periods
- Check for leaks in torch connections and hose fittings
- Use gas lenses in TIG torches to improve laminar flow and coverage
How it prevents contamination: Clean shielding gas creates atmospheric protection around the weld pool, preventing oxidation and atmospheric gas absorption that cause porosity and embrittlement.
When to implement: During initial setup, daily startup procedures, and when changing gas cylinders. Pre-purge lines to remove condensation that forms during temperature fluctuations.
Consumable quality is the third pillar of contamination prevention.
Maintain Clean Welding Consumables and Equipment
What to do:
- Store filler rods and wire in sealed containers or heated cabinets (especially for moisture-sensitive materials)
- Replace tungsten electrodes immediately after any contact with the weld pool
- Grind tungsten lengthwise on dedicated diamond or aluminum oxide wheels (never silicon carbide)
- Keep separate wire brushes for each metal to prevent cross-contamination
- Perform wipe tests on filler wire with acetone and white cloth to detect contamination
- Store low-hydrogen electrodes at 120°C after drying at 260-430°C per AWS specifications
How it prevents contamination: Eliminates introduction of foreign particles, moisture, and cross-contamination from consumables directly into the weld pool.
When to implement: Establish daily consumable inspection routines, replace contaminated items immediately, and maintain dedicated storage areas with environmental controls.
At Wintegral Engineering, our micro-welding repair services routinely handle precision work where even minor contamination can compromise expensive tooling. We've found that rigorous consumable management reduces defects significantly—our average welding defect rate stays below 1% partly due to these protocols.
Finally, proper edge preparation sets the foundation for clean welds.
Optimise Edge Preparation and Fixturing
What to do:
- Select appropriate cutting methods—laser cutting produces cleanest edges
- Remove embedded abrasives from waterjet-cut edges by filing or machining the contaminated layer
- Chemically clean or grind plasma-cut edges to remove oxidation
- For certain aluminum alloys, remove minimum 1/8 inch from plasma-cut edges
- Use fixtures made from compatible materials or with protective barriers
- Avoid copper fixtures on steel parts (copper contamination causes cracking)
How it prevents contamination: Clean edges and proper fixturing prevent embedded particles and residues from causing inclusions, cracking, and lack of fusion.
When to implement: During part design and manufacturing planning, before batch production begins. Inspect edges visually and verify cleanliness before welding.
Tips for Long-Term Prevention and Control
Establish routine monitoring and inspection:
- Implement daily pre-weld surface checks using visual inspection and wipe tests
- Conduct periodic shielding gas purity testing to verify dew point and composition
- Perform regular weld quality audits using non-destructive testing (NDT methods) such as radiographic, ultrasonic, or penetrant inspection
Develop and enforce operator training standards:
- Train welders on contamination sources specific to laser, TIG, and micro-plasma processes
- Establish material handling protocols that prevent contamination during storage and transport
- Create contamination troubleshooting guides with visual examples of defects and root causes
Implement systematic documentation:
- Track contamination incidents to identify patterns and recurring issues
- Maintain material traceability from receipt through welding
- Document cleaning procedures and verification steps in work instructions
Consider professional welding services for critical repairs: When contamination control becomes challenging for high-value tools, dies, and precision components, specialized repair services offer controlled environments with multiple welding processes.
Wintegral Engineering operates dedicated welding studios across India, employing Laser, Micro-Plasma, Micro-GT, and TIG welding processes. With experience repairing thousands of precision molds and die-tools, the company maintains defect rates below 1%—a critical advantage for demanding applications like die casting and injection molding where contamination directly impacts tool performance and production uptime.
Conclusion
Weld contamination stems from identifiable, controllable causes: surface preparation, shielding gas quality, consumable management, and process discipline. Preventing contamination through proper protocols is far more cost-effective than dealing with the consequences.
The financial impact is significant:
- Rework costs run 2-3 times original fabrication expenses
- Production downtime can cost over ₹2 crore per hour
- Failed welds compromise tool longevity and production reliability
For critical applications in die casting, injection moulding, and precision manufacturing, contamination-free results aren't optional. Companies like Wintegral Engineering specialize in precision micro-welding repair services with defect rates under 1%, ensuring tool performance and production continuity.
If you're facing recurring contamination issues in moulds, dies, or precision tooling, addressing root causes through expert evaluation and repair protocols can prevent costly downtime and extend asset life.
Frequently Asked Questions
What is contamination in welding?
Contamination refers to foreign materials—oils, oxides, moisture, atmospheric gases, or particles—that interfere with proper weld fusion. These contaminants cause defects like porosity, cracking, and inclusions that compromise structural integrity.
How to tell if a weld is bad?
Visual signs include discolouration, surface porosity, cracks, rough finish, and excessive spatter. Liquid penetrant testing reveals surface defects, while radiographic or ultrasonic testing detects internal porosity and lack of fusion.
What does a contaminated TIG weld look like?
A contaminated TIG weld appears dull or crusty instead of shiny and smooth. Look for visible porosity (pinholes), erratic bead appearance, and stainless steel "sugaring" (granular oxidation) on the backside.
What causes weld contamination in die and mould repair?
Common sources include residual mould release compounds, embedded abrasive particles from surface preparation, machining oils, and oxidation on stored tools. Inadequate cleaning before welding allows these contaminants to enter the weld pool.
Can contaminated welds be repaired?
Contaminated welds typically require complete removal by grinding or machining, followed by proper surface cleaning and re-welding. For critical tools and dies, professional repair services with controlled environments and multiple welding processes ensure contamination-free results, preventing repeat failures and extending tool life.
How does shielding gas contamination affect weld quality?
Contaminated shielding gas containing moisture or allowing air infiltration causes oxidation, porosity, and weakened weld structure. The gas fails to protect the molten weld pool from atmospheric reactions with nitrogen and oxygen, resulting in defects that reduce mechanical properties and create pathways for corrosion.