Introduction
In high-volume manufacturing, production welding joins metal components repeatedly with the speed and precision needed to meet demanding production schedules. For professionals managing die casting, plastic moulding, or tool manufacturing operations, mastering production welding fundamentals directly impacts quality, consistency, and cost control.
When production welding procedures aren't properly controlled, manufacturers face inconsistent joint strength, dimensional variations, high scrap rates, and product failures that can cost up to 10 times the initial fabrication expense to repair.
This article covers:
- What production welding is and how it differs from other welding types
- The processes and techniques used in production environments
- Critical factors that affect weld quality and consistency
- When production welding is the appropriate joining method for your application
Key Takeaways
- Creates consistent, high-volume metal joints through qualified procedures
- Uses clean materials and predetermined specs, unlike repair welding
- Choose MIG for speed, TIG for precision, or resistance welding for automation
- Material prep, parameter control, and qualified operators ensure quality
- Qualified procedures prevent defects that multiply repair costs
What Is Production Welding?
Production welding is a fabrication process that joins metal parts in a manufacturing setting using predetermined procedures, standardised equipment, and repeatable techniques. The outcome is structurally sound, uniform joints that meet specifications across large production runs while maintaining efficiency and cost-effectiveness.
This process differs fundamentally from other welding approaches in how it's planned, executed, and controlled.
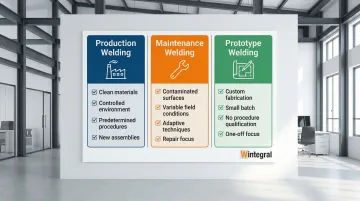
Production welding differs from other welding types in three key ways:
- Production welding creates new assemblies from clean materials in controlled environments using predetermined procedures
- Maintenance welding repairs worn or damaged components with contaminated surfaces in variable field conditions requiring adaptive techniques
- Prototype welding focuses on one-off or small-batch custom fabrication without the need for procedure qualification
Quality Standards in Production Welding
According to industry standards like ISO 3834, production welding quality must be "manufactured into the product, not inspected after the fact," requiring rigorous process control from the start.
Why Production Welding Is Used in Manufacturing
Production welding is adopted because it enables mass production of consistent, high-quality welded assemblies that meet engineering specifications repeatedly. The global welding machinery market, valued at USD 15.0 billion (approximately ₹1.24 lakh crore) in 2025, is growing at 3.4% annually, driven primarily by production welding applications in automotive and infrastructure sectors.
Manufacturing demands production welding addresses:
- Ensures dimensional consistency across thousands of identical parts
- Verifies structural integrity through qualified procedures
- Repeatability that maintains specifications throughout production runs
- Traceability linking specific welds to qualified welders and material batches
- Cost efficiency at scale through optimised cycle times
These capabilities matter because poor welding practices create expensive downstream problems.
What typically goes wrong without proper production welding:
A study of marine piping systems revealed a 60% defect rate (specifically lack of root penetration) in joints where rigorous inspection wasn't mandated. These failures result in inconsistent joint strength, dimensional variations, high scrap rates, and product failures.
Repairing defective welds can cost 10 times more than proper initial fabrication. This cost reality drives manufacturers toward standardised welding practices.
Production welding is driven by industry best practices like ISO 3834 welding quality standards and ASME Section IX qualification requirements, plus customer requirements for certified, traceable welding processes in sectors like automotive, aerospace, and pressure vessel manufacturing.
How Production Welding Works (Conceptual Flow)
Production welding starts with engineering specifications that define joint design, welding procedures, and quality requirements, then uses controlled processes to repeatedly create identical welds.
The process relies on qualified Welding Procedure Specifications (WPS) backed by Procedure Qualification Records (PQR) that prove the procedure produces sound welds through destructive testing.
Inputs required:
- Base materials (clean, new metal components with verified composition)
- Filler materials matched to base metal properties
- Shielding gases or fluxes meeting ISO 14175 purity standards
- Welding parameters (voltage, current, travel speed) within qualified ranges
- Fixtures or jigs to hold parts in precise position
Core action: An energy source (electric arc, resistance heating, or beam energy) creates localised melting of base metals and filler material, which fuse together and solidify to form a metallurgical bond.
Process control mechanisms:
- Welding Procedure Specifications (WPS) providing direction to welders
- Qualified welders or automated equipment executing procedures
- Real-time parameter monitoring ensuring consistency
- Fixtures ensuring repeatable part positioning
What changes: Separate metal components become a unified assembly with continuous material structure at the joint.
The heat-affected zone (HAZ) experiences microstructural changes that affect mechanical properties, requiring careful thermal management.

Step 1: Pre-Welding Preparation
Pre-welding preparation involves material verification, surface cleaning, joint fit-up, and fixture setup to ensure parts are properly aligned and positioned according to engineering drawings before any welding begins.
AWS D1.1 permits machining, thermal cutting, and grinding for joint preparation, but restricts oxygen gouging on quenched and tempered steels. For aluminium, oxide removal is critical to prevent defects.
Strict tolerances for root openings and groove angles must be maintained, with jigs and fixtures recommended to control distortion during the thermal cycle.
Step 2: Welding Execution
Qualified welders or automated systems execute the predetermined welding procedure. They maintain specified parameters—heat input, travel speed, electrode angle—to create the weld according to the approved WPS.
Common process parameters:
- GMAW (MIG): Wire feed speeds of 100-800 ipm for 0.9mm wire, voltage ranges of 10-45V depending on transfer mode
- GTAW (TIG): Current ranges of 5-555A for steel applications
- Resistance Spot Welding: Cycle times as fast as 500ms per spot in automated automotive lines
The MIG/MAG (GMAW) process holds 38.0% market share in welding machinery due to its high deposition rates and suitability for automation.
Step 3: Post-Welding and Inspection
Welds cool in a controlled manner and may undergo stress relief or heat treatment. They are then inspected using visual examination, dimensional checks, or NDT methods (ultrasonic, radiographic, dye penetrant) to verify quality before parts proceed to the next manufacturing stage.
Heat-Affected Zone (HAZ) management: The thermal cycle alters microstructure adjacent to the weld. In steels, rapid cooling can form brittle martensite; in aluminium, it can cause precipitate dissolution and softening.
ASME Section VIII mandates post-weld heat treatment (PWHT) for carbon steel joints over 38mm thickness to relieve residual stresses.
Inspection requirements: Visual inspection alone is insufficient for critical welds. ISO 5817 defines quality levels (B, C, D) for imperfections, providing standardised benchmarks beyond subjective visual checks.
Where Production Welding Is Applied
Types of Systems and Products
Production welding is used extensively across multiple industries:
- Automotive: Resistance spot welding dominates, with Toyota door assembly lines using 9 industrial robots to perform 85 welds per door
- Pressure vessels and tanks: Governed strictly by ASME BPVC Section VIII for safety-critical applications
- Structural steel components: For buildings, bridges, and infrastructure
- Machinery frames: Heavy equipment manufacturing using MIG/MAG processes
- Appliances and metal furniture: High-volume consumer products
- Piping systems: Industrial and commercial installations
- Tooling and dies: Initial fabrication before production use

Lifecycle and Triggers
Production welding happens during initial fabrication and assembly stages, typically in factory environments with dedicated welding stations or automated cells.
The process is triggered when:
- Engineering design specifies welded joints
- Production schedules require new components
- Assembly sequences reach the welding operation
Unlike repair welding (where precision services like those offered by Wintegral Engineering restore damaged tools and dies), production welding is recurring and volume-based. The same welding procedures are repeated hundreds or thousands of times to produce identical components throughout a production run.
Automated systems can achieve cycle times of 0.5 to 1.5 seconds per weld depending on material thickness.
Key Factors That Affect Production Welding in Manufacturing
Material Characteristics
Material composition directly determines which welding processes will work and what precautions you need to take.
- Carbon Equivalent (CE): For steels, CE below 0.35 needs no preheat; CE above 0.35 requires preheat and post-weld heat treatment to prevent cracking
- Base metal thickness: Influences heat input requirements and cooling rates
- Material cleanliness: Remove oil, rust, and paint before welding; aluminium needs oxide removal
- Compatibility: Base and filler metals must be metallurgically compatible
These material factors become especially critical in precision applications like mould and die repair, where even minor cracking or contamination can compromise tool performance.
Operating Conditions
The welding environment significantly impacts joint quality and consistency.
- Ambient temperature and humidity affect cooling rates
- Shielding gas quality and flow rates (contamination causes porosity)
- Electrical power stability ensures consistent arc characteristics
- Electrode condition and positioning
- Travel speed and heat input consistency
Controlled shop conditions help maintain these parameters, which is why facilities specializing in precision welding typically operate in climate-controlled environments.
Equipment and System Dependencies
Equipment capabilities directly determine what quality levels and production volumes you can achieve.
Advanced welding technologies like laser welding, micro-plasma welding, and micro-TIG systems offer superior precision for tool and die applications. These systems require:
- Proper machine calibration and capability matching
- Fixture accuracy and rigidity for repeatable positioning
- Regular torch or electrode maintenance
- Automation programming for consistent results (when applicable)
Companies like Wintegral Engineering use multiple welding processes (including laser, micro-plasma, and hybrid techniques) to match the right technology to each repair challenge.
Scale and Throughput Considerations
Production scale determines the economic viability of different welding approaches.
- Production volume requirements justify procedure qualification costs
- Cycle time constraints drive automation decisions
- Changeover efficiency between part types affects throughput
- Balance automation investment against production quantities
For repair services, flexibility often matters more than pure speed, as each tool or die presents unique geometries and damage patterns.
Quality and Regulatory Constraints
Regulatory requirements vary by industry and application, but all demand documented, repeatable processes.
International standards include:
- ISO 3834: Welding quality requirements for fusion welding
- AWS D1.1: Structural welding code for steel
- ASME Section IX: Qualification of welding procedures and personnel
In India, manufacturers must also consider BIS standards and IBR requirements for pressure equipment. Industry-specific standards (automotive, pressure equipment, structural steel) add additional compliance layers.
Documentation and traceability requirements ensure that welding procedures remain consistent across production runs.

Common Issues and Misconceptions
Incorrect Assumptions About Repeatability
Many teams incorrectly assume that production welding is simply "doing the same weld repeatedly." In reality, it requires qualified procedures, process control, and continuous monitoring to maintain consistency.
Each weld must follow the approved WPS precisely, with parameters verified through calibrated equipment.
Oversimplifying Welder Requirements
Teams often oversimplify by assuming any welder can do production welding. The reality is different:
- Requires specific training and procedure qualification
- Critical applications need welder performance qualification
- ASME Section IX, AWS D1.1, or ISO 9606 standards demand destructive testing of coupons
- Qualification verifies the welder's ability to produce sound welds consistently
Confusing Process with Outcomes
Production welding is the controlled process, not just the presence of weld beads. Quality comes from following procedures, not just from skilled operators. The WPS defines every essential variable, and deviations require requalification.
Misinterpreting Quality Indicators
Visual appearance alone doesn't guarantee weld quality. Production welds require proper penetration, fusion, and mechanical properties verified through testing.
Research indicates that a significant percentage of welds contain internal defects despite acceptable visual appearance when rigorous inspection isn't applied.
When Defects Occur: Repair Needs
When production welding defects occur—porosity, lack of fusion, or cracks—they require repair services to restore tooling and dies. Even properly executed production welds face wear over time.
Precision repair capabilities extend tool life before replacement becomes necessary. For manufacturers in India dealing with worn production tooling, specialized micro-welding services can restore critical dimensions and surfaces, reducing downtime and equipment costs.
When Production Welding May Not Be Appropriate
Situations Where Production Welding Is Unnecessary
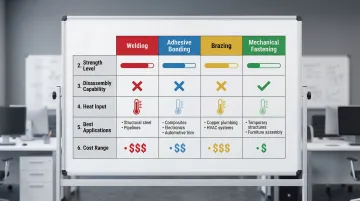
Production welding isn't always the optimal joining method:
- Mechanical fasteners provide adequate strength with easier disassembly for field-serviceable products
- Low production volumes don't justify welding procedure development and qualification costs
- Joint designs don't require permanent bonds or benefit from ease of maintenance
In specific structural frame applications, bolted connections can be approximately 6% cheaper than welded joints due to reduced fabrication labor and inspection requirements.
Material and Design Constraints
Material and design factors that reduce welding effectiveness:
- Extremely thick materials (over 50mm) or very thin materials (under 1mm) fall outside practical welding parameter ranges
- Highly dissimilar metals with poor weldability create weak joints
- Complex geometries that prevent proper access or fixturing
- Heat-sensitive components where thermal input would damage material properties
Alternative Processes
Other joining processes often outperform welding in specific scenarios:
- Adhesive bonding for lightweight assemblies and composite materials
- Brazing for heat-sensitive components requiring lower temperatures
- Mechanical joining for products requiring field disassembly
- Casting or forging for complex integral shapes without joints
Warning Signs of Inappropriate Application
Signals that manufacturers default to production welding unnecessarily:
- Excessive post-weld machining needed to correct distortion
- High scrap rates indicating process capability issues
- Frequent engineering changes requiring constant procedure requalification
- Repair costs exceeding initial fabrication investment
Conclusion
Production welding is a controlled, repeatable fabrication process that joins metals efficiently in manufacturing by following qualified procedures and maintaining consistent parameters.
Understanding production welding matters because it directly impacts:
- Product quality and structural integrity
- Production efficiency and throughput
- Cost control and material utilisation
- Compliance with customer specifications and regulatory requirements
Choosing the right application based on engineering requirements, material characteristics, and production volumes delivers better results than defaulting to familiar methods. When production tooling and dies eventually wear, precision repair welding using specialised processes like laser welding or micro-plasma welding can restore critical dimensions and extend tool life at a fraction of replacement costs.
Frequently Asked Questions
What is the main difference between production welding and maintenance welding?
Production welding creates new assemblies from clean materials in controlled environments using predetermined procedures. Maintenance welding repairs worn components with contaminated surfaces in variable field conditions requiring adaptive techniques.
What are the most common welding processes used in production manufacturing?
MIG/GMAW dominates with 38.0% market share for high-speed carbon steel welding, while TIG/GTAW provides precision for aluminium and stainless steel. Resistance spot welding excels in sheet metal assembly, and robotic welding ensures consistency in automated lines.
How does production welding ensure consistent quality across thousands of parts?
Production welding relies on qualified Welding Procedure Specifications (WPS), trained operators or programmed automation, and controlled parameters within specified ranges. Proper fixtures ensure repeatable positioning, while statistical process control monitors quality.
What qualifications are needed for production welding operations?
Production welding requires welding procedure qualification per codes like AWS D1.1 or ISO 15614 (verified through destructive testing), welder performance qualification when specified by ASME Section IX or ISO 9606, and ongoing monitoring to ensure procedures are followed correctly.
Can production welding be used for all types of metals and thicknesses?
Production welding works best within practical parameter ranges for each process. Very thin materials (under 1mm) or very thick sections (over 50mm) may require specialised processes, and some dissimilar metal combinations have limited weldability requiring alternative joining methods.
What happens when production-welded tools or dies eventually wear out?
Worn production tooling requires precision repair welding to restore critical dimensions and extend tool life. Companies like Wintegral Engineering use specialised processes including laser welding and micro-plasma welding to repair dies and moulds cost-effectively.