!Cover image for Precision Welding Techniques for Aerospace Components
Introduction: The Critical Role of Precision Welding in Aerospace Manufacturing
Aerospace components face extreme operating conditions. From temperature swings of -51°C to 71°C at high altitude to constant vibrations ranging from 10 to 2,000 Hz during flight, welded joints must maintain absolute structural integrity under conditions that would destroy conventional assemblies.
A 2019 NTSB investigation into a Piper PA-22-150 landing gear collapse revealed that incomplete fusion, lack of penetration, and gross porosity in a welded fuselage fitting caused catastrophic failure. This incident demonstrates how microscopic weld defects can lead to structural failure with severe safety implications.
The aerospace industry operates with near-zero tolerance for welding defects, typically targeting failure rates below 1%.
This article explores the specialized precision welding techniques—including TIG, laser, micro-welding, and hybrid processes—that enable manufacturers to meet these stringent safety standards while achieving the weight optimization critical for fuel efficiency.
TLDR: Key Takeaways on Aerospace Precision Welding
- TIG and laser welding dominate aerospace applications due to precise heat control and minimal contamination
- Aerospace alloys (titanium, aluminum, nickel superalloys) demand specialized shielding protocols
- NADCAP certification and FAA compliance are mandatory for aerospace welding operations
- Electron beam welding saved 1,500+ pounds on F-14A center wing structures
- Advanced precision techniques achieve defect rates below 1%
Why Aerospace Components Demand Precision Welding
Extreme Operating Environments Create Unique Stress
Aircraft structures endure environmental conditions that would damage most welded assemblies. Components must withstand temperature fluctuations from sub-zero cold at altitude to extreme heat near engines, all while experiencing continuous high-frequency vibration.
According to aerospace testing standards, equipment must perform reliably across temperature ranges from -60°F to 160°F (-51°C to 71°C) and vibration frequencies from 10 Hz to 2,000 Hz as specified in RTCA DO-160 and MIL-STD-810H.
Atmospheric pressure differentials add another layer of stress. Pressurized cabins create significant loads on welded fuselage joints, while components in unpressurized areas must handle rapid pressure changes during ascent and descent.
Zero-Tolerance Approach to Weld Defects
The aerospace industry accepts nothing less than near-perfect welds. AWS D17.1, the governing standard for aerospace welding, establishes strict acceptance criteria that far exceed requirements for other industries.
Unlike automotive or general fabrication where minor defects might be acceptable, aerospace applications demand defect rates consistently below 1%.
The economic consequences of weld failures are severe:
- Traditional welding methods show failure rates of 15-30% in sensor assemblies due to heat-affected zone complications
- High scrap costs and rework expenses from rejected components
- Field failures can cost millions in warranty claims and potentially ground entire fleets
Weight Optimization Without Compromising Strength
Precision welding enables engineers to use thinner, lighter materials while maintaining structural integrity—a critical capability for improving fuel efficiency. Electron beam welding of the F-14A center wing box saved over 1,500 pounds (680 kg) of titanium per aircraft compared to alternative joining methods. Similarly, friction stir welding can eliminate thousands of rivets, saving approximately 1 kg per meter of joint by removing fasteners and sealants.
Every pound removed from an aircraft translates directly to reduced fuel consumption over the vehicle's operational lifetime, making precision welding not just a safety requirement but an economic imperative.
Key Precision Welding Techniques for Aerospace Applications
TIG (Tungsten Inert Gas) Welding
Why TIG Dominates Aerospace Applications
TIG welding remains the most widely used precision welding technique in aerospace manufacturing due to its exceptional cleanliness, precise heat control, and minimal contamination.
The process uses a non-consumable tungsten electrode to create an arc, with inert gas shielding protecting the weld pool from atmospheric contamination.
Pulse TIG technology enables micro-precision control through rapid cycling between high and low current levels—up to 5,000 pulses per second in advanced systems. This pulsing reduces overall heat input while maintaining penetration, making it ideal for thin-gauge materials and heat-sensitive alloys.
Typical aerospace applications include:
- Hydraulic tubing and rigid fuel lines
- Titanium airframe components
- Stainless steel exhaust systems
- APU (Auxiliary Power Unit) housings
- Compressor and diffuser assemblies
Critical process parameters:
- Shielding gas purity (typically 99.995% argon minimum)
- Precise amperage control for heat management
- Electrode composition and geometry selection
- Travel speed and arc length consistency

Laser Welding
High Precision with Minimal Heat Impact
Moving beyond traditional arc methods, laser welding delivers concentrated energy to create narrow, deep welds with minimal heat-affected zones—typically 50-70% smaller than conventional arc welding. Dynamic beam shaping technology has enabled defect-free welds in Al6061 at speeds of 190 mm/s, significantly faster than TIG welding while maintaining quality.
Key advantages for aerospace:
- Minimal thermal distortion in thin materials
- Ability to weld dissimilar materials
- Access to complex geometries
- Easy integration with automated systems
Aerospace manufacturers use laser welding for:
- Fuselage stringer-to-skin joints on Airbus A318, A340, and A380
- Avionics enclosures and electronic housings
- Sensor component assemblies
- Engine sheet metal components
Limitations to consider:
- Sensitivity to joint fit-up (gaps must be minimal)
- High reflectivity of aluminum requires specialized techniques
- Equipment costs can exceed ₹1,25,00,000 for industrial robotic cells
Micro-Welding and Micro-Plasma Welding
Precision at the Microscopic Scale
When components become too small or delicate for standard techniques, micro-welding takes over. These specialized processes enable joining of miniaturized aerospace components where conventional welding would cause excessive heat input or distortion.
Weld deposits can be as small as 100 microns (0.1mm). This makes micro-welding essential for electronic systems and precision assemblies.
Micro-plasma welding uses a constricted arc with extremely low current levels (often below 15 amps) to achieve pinpoint precision. The process provides excellent control over heat input, critical when welding delicate sensors, transducers, or thin-wall tubing.
Common applications include:
- Avionics component assemblies
- Sensor housings and brackets
- Small-diameter tubing (under 3mm)
- Medical device components for aerospace medical kits
- Wire mesh filters and screens
The process demands specialized equipment:
- Specialized low-amperage power supplies
- High-magnification optics or microscopes
- Precision positioning systems
- Highly skilled operators with extensive training
For applications requiring micro-precision across India's aerospace supply chain, companies like Wintegral Engineering offer dedicated micro-welding services with multiple process options including micro-plasma, laser, and hybrid techniques.
Resistance Welding (Spot and Seam)
High-Speed Joining for Sheet Assemblies
Resistance welding takes a different approach entirely. Instead of using an arc or beam, it passes electrical current through overlapping metal sheets, generating localized heat at the interface to create a fusion bond.
The process offers exceptional repeatability and speed, making it ideal for high-volume production of sheet metal assemblies.
NASA specifications for aerospace battery tab welding require penetration between 20% and 80% of material thickness, with nugget diameter variation limited to 20%. These tight tolerances demand precise control of electrode force, welding current, and time parameters.
Aerospace manufacturers apply resistance welding to:
- Aluminum skin panels
- Honeycomb core attachments
- Battery tab connections
- Overlapping structural joints
- Electronic component leads
Quality control considerations:
- Destructive testing of sample welds to verify penetration
- Electrode wear monitoring and replacement schedules
- Real-time current and resistance monitoring
- Ultrasonic inspection of critical joints
Electron Beam Welding
Ultimate Precision for Critical Components
For the most demanding aerospace applications, electron beam welding (EBW) achieves the highest precision of any welding process. Depth-to-width ratios reach up to 40:1 with minimal heat-affected zones.
The process uses a focused beam of high-velocity electrons in a vacuum environment to create deep, narrow welds with exceptional quality.
EBW maintains up to 95% of base material strength in the weld zone—higher than virtually any other welding technique. The vacuum environment eliminates atmospheric contamination, producing welds of exceptional purity.
Critical aerospace components that require EBW include:
- Titanium wing box structures
- Turbine engine cases and blisks (bladed disks)
- Thick-section structural components
- Dissimilar metal joining
Process requirements and limitations:
- Vacuum chamber limits part size (typically 2.5m maximum)
- High equipment and operational costs
- Slower throughput due to vacuum cycle times
- Sensitivity to magnetic fields that can deflect the electron beam
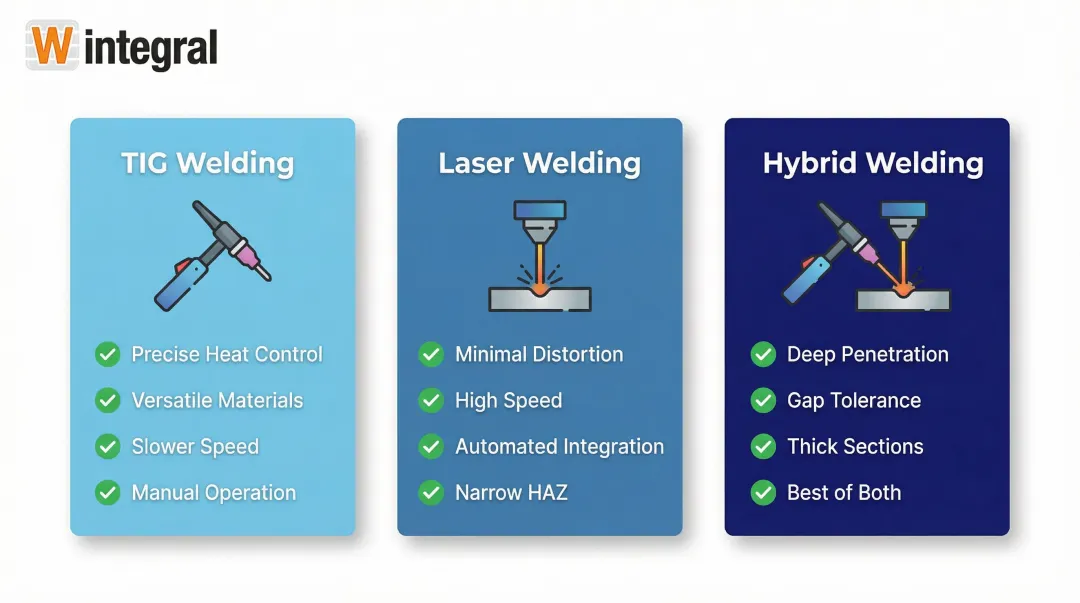
Hybrid Welding Techniques
Combining Strengths of Multiple Processes
What happens when you combine two welding processes? You get the best of both.
Hybrid welding uses two or more welding techniques simultaneously to overcome limitations of individual processes. Laser-arc hybrid welding (LAHW) significantly increases penetration depth—from 2.3mm with laser alone to 6.3mm when combined with arc welding at the same power level.
The laser provides deep penetration and narrow heat-affected zones. Meanwhile, the arc process adds gap-bridging capability and filler metal deposition.
This combination enables welding of thicker sections with better tolerance for fit-up variations than laser welding alone.
Advantages for aerospace:
- Improved joint performance in high-strength aluminum alloys
- Reduced distortion compared to arc welding alone
- Higher welding speeds than conventional TIG
- Better process stability and defect resistance
Aerospace applications benefiting from hybrid techniques:
- Thick-section airframe structures
- High-strength aluminum alloy assemblies
- Components requiring both precision and gap tolerance
Materials Used in Aerospace Welding and Their Challenges
Titanium Alloys
High Performance with Reactive Challenges
Titanium's exceptional strength-to-weight ratio and corrosion resistance make it essential for aerospace structures, particularly in high-stress applications. Ti-6Al-4V, the most common aerospace titanium alloy, offers tensile strength exceeding 900 MPa while weighing 40% less than steel.
The oxidation challenge: Titanium's primary welding challenge stems from its extreme reactivity with atmospheric gases at elevated temperatures. Exposure to oxygen, nitrogen, or hydrogen during welding creates brittle compounds that severely compromise mechanical properties. Even trace contamination can cause embrittlement.
Proper welding techniques require:
- High-purity argon shielding (99.995% minimum) with flow rates of 15-20 L/min
- Trailing shields extending 6-8 inches beyond the weld pool
- Back purging of closed joints to protect the root side
- Vacuum or sealed chamber welding for critical applications
- Meticulous surface cleaning to remove oxides and contaminants
Aerospace applications:
- Airframe structural components
- Landing gear assemblies
- Engine components (compressor blades, casings)
- Fasteners and brackets
Precision welding service providers in India increasingly offer specialized capabilities for titanium aerospace components, reflecting the material's growing importance in high-performance applications.
Aluminum Alloys
Lightweight with Thermal Management Challenges
While titanium excels in high-stress applications, aluminum alloys dominate aircraft structures due to their low density (approximately one-third that of steel) and good mechanical properties. Alloys like 2024 and 7075 provide excellent strength-to-weight ratios for airframes, while 2219 serves in cryogenic applications.
Welding challenges:
- Low melting point creates a narrow temperature window between melting and overheating
- High thermal conductivity requires higher heat input but increases distortion risk
- Hydrogen absorption from moisture or hydrocarbons creates porosity and voids
- Aluminum oxide melts at 2,000°C while base metal melts at 600°C, requiring removal
Temperature control requirements:
- Preheating thick sections to 100-150°C to reduce thermal gradients
- Controlled heat input to prevent burn-through in thin materials
- Rapid cooling rates to minimise grain growth in heat-treatable alloys
Filler material selection:
- 4043 (Al-Si) for general purpose welding and crack-sensitive alloys
- 4047 (higher silicon) for improved fluidity and reduced hot cracking
- 2319 for welding 2xxx series alloys requiring post-weld heat treatment
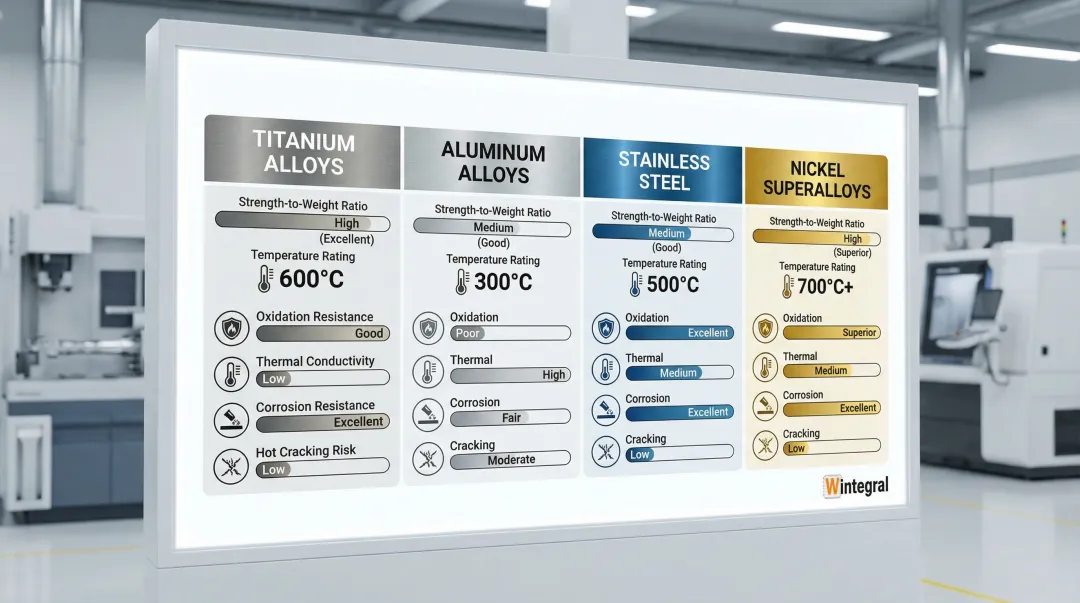
Stainless Steel
Corrosion Resistance with Heat Sensitivity
Beyond structural alloys, stainless steels provide corrosion resistance and high-temperature strength for aerospace fuel systems, hydraulic components, and exhaust systems. Austenitic grades like 304 and 316 are most common, though precipitation-hardening grades like 17-4PH serve in high-strength applications.
Heat sensitivity challenges:
- Sensitisation occurs when carbide precipitation at grain boundaries (500-850°C range) causes intergranular corrosion
- Lower thermal conductivity than aluminium concentrates heat, increasing distortion and warping
- High thermal expansion coefficient creates solidification stresses leading to hot cracking
Techniques for managing heat input:
- Low-heat-input processes like pulsed TIG or laser welding
- Controlled interpass temperatures below 150°C
- Use of low-carbon (L-grade) or stabilised (321, 347) alloys
- Post-weld solution annealing to restore corrosion resistance
Nickel-Based Superalloys
Extreme Performance, Extreme Challenges
For the most demanding aerospace environments, nickel-based superalloys like Inconel 718, Waspaloy, and René alloys maintain strength at temperatures exceeding 700°C, making them essential for hot-section engine components. These materials retain 80% of room-temperature strength at 650°C—far exceeding the capabilities of steel or titanium at similar temperatures.
Extreme welding challenges:
- Wide solidification range creates liquid films at grain boundaries, causing hot cracking susceptibility
- Laves phase formation produces detrimental intermetallic compounds that reduce ductility
- Post-weld heat treatment can induce strain-age cracking in constrained joints
- Oxygen impurities drastically reduce weld penetration in nickel alloys
Specialized procedures required:
- Pre-weld stress relief to minimise residual stresses
- Controlled heat input with precise interpass temperature limits
- Post-weld solution treatment and ageing cycles
- High-purity shielding gases (oxygen content below 10 ppm)
- Electron beam or laser welding to minimise heat-affected zone
Applications:
- Turbine blades and vanes
- Combustion chambers
- Exhaust systems
- Rocket motor components
Dissimilar Material Welding
Complexity of Joining Different Alloys
Aerospace assemblies frequently require joining dissimilar materials to optimise properties in different areas—for example, titanium structures attached to aluminium components, or stainless steel fittings joined to nickel superalloys.
Challenges in dissimilar welding:
- Differences in melting points, thermal expansion, and thermal conductivity
- Formation of brittle intermetallic compounds at the interface
- Galvanic corrosion in service environments
- Difficulty selecting compatible filler materials
Techniques and considerations:
- Offset heat input toward the higher-melting material
- Use of interlayer materials to create gradual transitions
- Friction stir welding to avoid melting and intermetallic formation
- Explosive bonding followed by fusion welding for transition pieces
Common aerospace combinations:
- Titanium to aluminium (using specialised filler alloys)
- Stainless steel to nickel superalloys
- Aluminium to steel (with transition inserts)
Applications of Precision Welding in Aerospace Components
Precision welding serves virtually every aerospace system, from primary structures to delicate avionics. The applications span three primary categories, each with distinct technical requirements and quality standards.
Structural Assembly Applications
Aircraft structural components:
- Fuselage assemblies including skin-to-stringer joints, frame assemblies, and pressure bulkheads
- Wing structures requiring spar assemblies, rib attachments, and integral fuel tanks
- Landing gear fabrication using high-strength steel and titanium with full-penetration welds
- Load-bearing frames and bulkheads meeting zero-defect requirements
Engine Component Manufacturing
Jet engine components: Engine welding represents the most demanding aerospace application. Components must withstand temperatures exceeding 1,000°C, rotational speeds over 10,000 RPM, and extreme thermal cycling that would destroy conventional welds.
- Turbine blade repair using nickel superalloys with tight tolerance requirements
- Thin-wall combustion chambers featuring complex internal cooling passages
- Fuel injector assemblies demanding precision micro-welding of small-diameter tubing
- Large titanium engine cases fabricated through electron beam welding processes
Electronics and Avionics Systems
Avionics and electronic systems: Electronics demand specialized micro-welding techniques that deliver precision joints without heat damage to sensitive components. These applications often require laser or resistance welding methods that minimize the heat-affected zone.
- Hermetically sealed sensor housings that protect sensitive electronics from environmental exposure
- Electrical connector assemblies with precision micro-welds ensuring reliable contact
- Circuit board leads and tabs joined through controlled resistance welding
- Electromagnetic shielding enclosures assembled with laser welding for consistent seam integrity
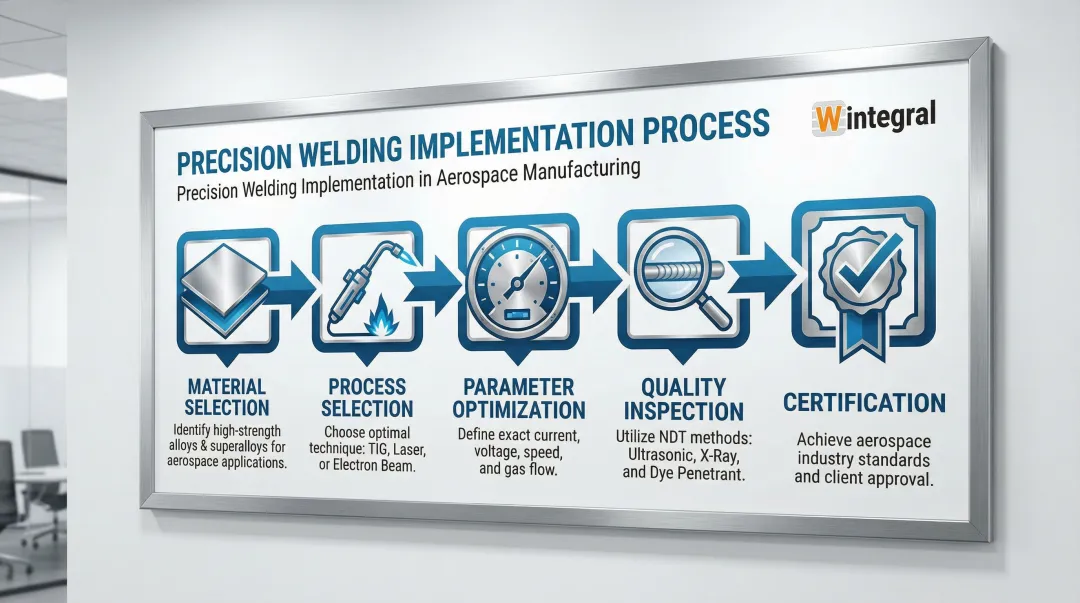
Quality Standards and Certifications in Aerospace Welding
NADCAP Certification Requirements
The National Aerospace and Defense Contractors Accreditation Program (NADCAP) provides industry-managed accreditation for critical aerospace processes, including welding.
Specific audit criteria govern NADCAP accreditation, including AC7110 (general welding), AC7110/3 (electron beam), AC7110/4 (resistance), and AC7110/5 (fusion welding). These rigorous standards ensure consistent quality across the aerospace supply chain.
Audit requirements include:
- Documented welding procedures qualified to customer specifications
- Welder and welding operator qualification records
- Process monitoring and control systems
- Calibrated equipment with current certifications
- Material traceability and lot control
- Non-destructive testing capabilities
Accreditation typically lasts 24 months, with periodic surveillance audits ensuring continued compliance. While designed for aerospace applications, these quality principles inform precision welding standards across high-stakes industries including tool and die manufacturing.
FAA Compliance Requirements
Building on NADCAP's foundation, Federal Aviation Administration regulations mandate that welding repairs and alterations use manufacturer-approved data or FAA-acceptable methods. Advisory Circular AC 43.13-1B provides acceptable methods for non-pressurized areas, while AC 33-6 addresses engine component repairs.
Documentation standards require:
- Detailed welding procedures specifying all parameters
- Material certifications and traceability
- Welder qualification to AWS or equivalent standards
- Non-destructive inspection results
- Engineering justification for non-standard repairs
AS9100 and ISO 9001 Quality Management
These regulatory frameworks converge in AS9100, which builds on ISO 9001 foundations by adding aerospace-specific requirements for "special processes" like welding.
The standard mandates rigorous process control, qualification of personnel and equipment, and complete traceability from raw materials through final inspection. For precision welding operations, this means every weld can be traced back to the specific welder, procedure, batch of filler material, and inspection results.
| Quality Requirement | Purpose | Impact on Welding |
|---|---|---|
| Process capability studies | Demonstrate consistent results | Validates equipment and operator performance |
| Statistical process control | Monitor process stability | Detects drift in weld parameters before defects occur |
| Configuration management | Control procedure changes | Ensures all welders use current approved methods |
| Risk management | Identify failure modes | Prioritizes inspection of critical weld areas |
| Continuous improvement | Reduce defect rates | Drives adoption of better techniques and materials |
This systematic approach to quality management reduces defect rates below 1% in precision welding operations—a standard that applies equally to aerospace components and high-value industrial tooling.

Challenges and Best Practices in Aerospace Precision Welding
Maintaining Extremely Tight Tolerances
Aerospace components often require dimensional accuracy within 25 microns (0.001 inches)—roughly one-third the diameter of a human hair. Achieving this precision demands specialized techniques.
Best practices:
- Custom fixturing designed for each component geometry
- Thermal modeling to predict and compensate for distortion
- Sequential welding patterns to balance residual stresses
- Real-time monitoring of joint alignment during welding
- Post-weld machining allowances built into design
Contamination Control Requirements
Beyond dimensional precision, contamination control presents another critical challenge. Even microscopic contamination can compromise weld quality in aerospace applications, with critical components requiring clean room environments with controlled particle counts.
Contamination control procedures:
- Solvent cleaning followed by alkaline degreasing
- Mechanical removal of oxides and surface films
- Dedicated welding areas isolated from grinding and machining
- Filtered air supplies for breathing apparatus
- White cotton gloves for handling cleaned components
- Controlled storage in sealed containers with desiccants
Custom Fixturing and Tooling
The thermal challenges of precision welding require equally precise solutions. Maintaining component alignment throughout the welding thermal cycle demands sophisticated fixturing that handles thermal expansion while preventing distortion.
Companies like Wintegral Engineering, with experience in laser welding and micro-welding services across multiple industries, design custom fixtures for components ranging from 50 grams to over 20 tons.
Fixturing considerations:
- Material selection (often copper or aluminum for heat sinking)
- Clamping forces sufficient to restrain but not deform components
- Access for welding torch and shielding gas delivery
- Heat dissipation to control cooling rates
- Quick-release mechanisms for production efficiency
Future Trends in Aerospace Welding Technology
Automation and Robotics
Robotic welding systems eliminate human variability and deliver consistent parameter control throughout production runs. Major manufacturers employ AI-driven robotic systems for drilling, fastening, and material placement, with welding automation following similar development paths across aerospace and precision manufacturing sectors.
Benefits of automation:
- Consistent arc length, travel speed, and heat input
- Access to difficult-to-reach joints in complex assemblies
- Reduced operator exposure to welding fumes and radiation
- Real-time parameter adjustment based on sensor feedback
- Full traceability through manufacturing execution systems
Automation creates the foundation for the next major advancement: intelligent quality control systems.
AI and Machine Learning for Quality Control
Artificial intelligence analyzes visual, acoustic, and electrical data from the weld pool in real-time, enabling immediate defect detection and process correction. Machine learning models trained on thousands of welds can identify subtle anomalies that human inspectors might miss.
These technologies apply directly to precision welding environments, from aerospace components to tool and die repair operations.
AI applications in precision welding:
- Acoustic monitoring detecting porosity formation during welding
- High-speed cameras analyzing weld pool dynamics
- Thermal imaging identifying heat input variations
- Predictive maintenance for welding equipment
- Automated defect classification reducing inspection time by 60-70%
Automated defect classification reducing inspection time by 60-70%
Companies like Wintegral Engineering apply similar precision monitoring principles in their laser welding and micro-welding services, maintaining defect rates below 1% through rigorous quality control processes.
Frequently Asked Questions
Which welding technique is favored for aerospace precision and control?
TIG welding is most favored for general aerospace applications due to precise heat control and material versatility. Laser welding is preferred for micro-components requiring minimal heat-affected zones.
What certifications are required for aerospace welding operations?
NADCAP certification is typically required, along with FAA or EASA compliance depending on jurisdiction. Individual welders must hold AWS D17.1 qualifications, while AS9100 systems ensure process control and traceability.
Why is titanium welding particularly challenging in aerospace applications?
Titanium rapidly oxidizes above 400°C, forming brittle compounds that compromise mechanical properties. This requires complete inert atmosphere protection using high-purity argon shielding, trailing shields, and back purging to prevent embrittlement.
How does precision welding contribute to aircraft fuel efficiency?
Precision welding enables thinner, lighter materials while maintaining strength, directly reducing aircraft weight. For example, the F-14A center wing box saved over 1,500 pounds through electron beam welding, with every pound saved reducing fuel consumption over the aircraft's operational life.
What is the typical defect rate acceptable in aerospace welding?
The aerospace industry targets defect rates below 1% for critical applications. Advanced precision techniques like percussion welding have demonstrated failure rates under 1.5% even in high-vibration environments. Friction stir welding has achieved virtually zero defect incidence in fuel tank production, significantly outperforming previous processes.
Can aerospace components be repaired using precision welding techniques?
Yes, many aerospace components can be repaired through specialized welding processes, extending component life and reducing costs. All repairs require proper certification, documentation, and NADCAP-certified facilities following FAA guidelines to ensure airworthiness standards are maintained.