Introduction
Unplanned downtime can cost manufacturers up to ₹1.04 crore per hour. For die casting, plastic injection molding, and tool & die facilities, that's the price of reactive maintenance—waiting until molds fail before taking action.
Poor maintenance creates compounding costs. Repair bills run 3–5 times higher than preventive care. Part quality suffers, driving up scrap rates. Mold lifespan shortens, eroding your capital investment.
This guide provides a practical framework for mold maintenance: the types you need, warning signs to watch for, scheduling approaches that work, proven best practices, and cost considerations that protect your equipment and keep production running.
Key Takeaways
- Extends equipment life 2-5x while preventing emergency repairs that cost 3-5x more
- Four maintenance approaches serve distinct purposes: preventive, corrective, predictive, and major overhaul
- Warning signs include performance drops, unusual sounds, visible wear, and rising scrap rates
- Frequency ranges from daily inspections to annual overhauls based on production volume and mould complexity
Why Maintenance of Molds Is Important
Molds represent significant capital investments—often ₹22.5 lakh to ₹75 lakh or more—that demand structured protection through regular maintenance programs. The financial stakes are clear: facilities that neglect mold care face average annual repair costs of ₹6.16 crore due to unplanned failures.
Impact on Performance and Part Quality
Unmaintained molds directly degrade manufacturing output through several mechanisms:
- Flash forms along parting lines when wear creates gaps
- Short shots occur when clogged vents trap gas or worn gates restrict flow
- Dimensional variations increase as ejector pins stick
- Cooling channels clog with mineral deposits, affecting cycle times
These defects compound through production runs. Poorly maintained molds account for 47% of premature tooling failures in aluminum casting operations.
How Maintenance Affects Mold Lifespan
Beyond immediate performance issues, poor maintenance dramatically shortens equipment life. Preventive maintenance extends mold lifespan by 30–50% compared to reactive approaches.
A Class 101 injection mold with proper care exceeds 1 million cycles, while neglected tools may fail after just 10,000 cycles. For a mold running 400,000 cycles instead of 300,000, the per-part tooling cost drops 25%.
Cost Savings Comparison
The financial argument for preventive maintenance is clear:
- Preventive costs: 3–5% of mold value annually (₹67,500–₹1.12 lakh for ₹22.5 lakh mold)
- Emergency repairs: 3–5× higher due to overtime, expedited parts, and lost production
- Downtime reduction: 40–60% less unplanned downtime with structured programs
- ROI timeline: Three-month payback with 50% cost reduction (automotive supplier)

Types of Maintenance for Molds
Effective mold care requires different approaches at different intervals. Each maintenance type serves specific purposes, and the optimal strategy blends multiple approaches based on your production environment and mold criticality.
Routine / Preventive Maintenance
Preventive maintenance (PM) involves scheduled tasks performed at regular intervals regardless of current mold condition, preventing problems before they occur.
Typical tasks include:
- Cleaning parting lines and removing resin residue
- Inspecting and clearing vents to prevent gas trapping
- Checking water line flow rates and temperatures
- Lubricating ejector pins, slides, and lifters
- Verifying mold alignment and clamp force
When most effective: PM works best for high-volume production molds where downtime costs are substantial and failure patterns are predictable. Class 101 and 102 molds running continuous production benefit most from structured PM schedules.
Cost benchmarks: Annual PM typically costs 3–5% of initial mold value. For a ₹22.5 lakh mold, budget ₹67,500–₹1.12 lakh annually for routine preventive care.

Corrective / Reactive Maintenance
Corrective maintenance addresses problems after damage or failure occurs—sometimes unavoidable, but costly when it becomes the primary strategy.
Common triggers:
- Broken ejector pins or damaged slides
- Cracked cavities or cores
- Damaged cooling lines or leaking seals
- Worn gate areas or parting line surfaces
Risks of reactive-only strategies: Emergency repairs cost 3–5 times more than preventive interventions. Secondary damage compounds the problem. A stuck ejector pin scores cavity surfaces, turning simple pin replacement into extensive refinishing work.
Advanced repair solutions: Specialized techniques like laser welding and micro-welding can restore damaged molds cost-effectively compared to replacement. Precision welding creates deposits as small as 100 microns, enabling repairs in deep cavities and inaccessible areas where traditional methods fail—with permanent repairs matching base metal properties without additional heat treatment.
Cost comparison: While corrective maintenance has minimal upfront costs, total expenses over a mold's life run significantly higher than preventive approaches due to unpredictable failures and compounding damage.
Predictive / Condition-Based Maintenance
Predictive maintenance (PdM) uses real-time data and performance indicators to trigger maintenance before failure occurs but after scheduled PM intervals. This data-driven approach optimizes timing based on actual mold condition.
Monitoring methods:
- Cycle count tracking against historical failure patterns
- Part quality trending (dimensional variation, weight consistency)
- Temperature monitoring across cooling zones
- Cavity pressure monitoring for fill inconsistencies
Benefits: Data-driven scheduling optimizes maintenance timing, avoiding both premature interventions and late responses. PdM reduces maintenance costs by 27% compared to optimized PM and 63% compared to reactive maintenance.
Adoption considerations: PdM requires investment in sensors, data collection systems, and analytics capabilities. It delivers highest ROI for mission-critical, high-value molds where failure severely disrupts operations.
Major / Overhaul Maintenance
Major overhauls involve comprehensive disassembly, inspection, refurbishment, and restoration. These scheduled interventions return molds to near-new condition before critical production runs.
When required:
- After 500,000–1,000,000 cycles depending on mold class
- When multiple components show significant wear simultaneously
- Before critical production runs requiring guaranteed reliability
Scope of work:
- Complete teardown and component inventory
- Dimensional verification against original specifications
- Surface refinishing of cavities and cores
- Component replacement (bushings, pins, springs, seals)
- Cooling system flushing and leak testing
Professional restoration: Major overhauls often include specialized repair services for worn or damaged components. Advanced welding technologies can restore molds to like-new condition, with facilities handling tooling of any size—from small inserts to 5–6 ton molds—using laser welding, micro-plasma, and hybrid techniques.
Cost benchmarks: Major overhauls typically cost 30–40% of new mold cost, while complete mold failures requiring extensive rebuilds can reach 40–60% of replacement value.

How to Check If Your Mold Needs Maintenance
Early detection prevents major failures and maintains part quality. Watch for these warning signs across five critical categories.
Performance or Output Changes
Monitor these performance metrics during production:
- Cycle time increases: A 5% increase signals cooling inefficiencies, mechanical drag, or material flow restrictions requiring investigation
- Inconsistent dimensions: Part weight variations between shots or dimensional drift point to worn gates, uneven cooling, or cavity surface degradation
- Rising scrap rates: Increased defects—flash, short shots, surface imperfections—connect directly to maintenance needs. Track scrap percentages weekly and investigate increases exceeding 2–3%
Unusual Behavior or Operation
Beyond the numbers, your senses provide early warning signs. Listen and observe during mold operation:
- Grinding sounds: Signal lack of lubrication on slides or ejector pins
- Clicking noises: Suggest loose components or worn bushings
- Squeaking: Points to dry guide pins or insufficient lubrication
- Sticking ejection: Requiring increased force signals resin buildup, worn ejector pins, or misalignment
- Temperature inconsistencies: Hot spots on mold surfaces or uneven cooling reveal blocked water lines or scale buildup
Visible Wear, Damage, or Irregularities
Conduct systematic visual inspections:
Physical signs:
- Flash formation along parting lines (signals wear or insufficient clamp force)
- Clogged vents causing burn marks or short shots
- Parting line wear creating gaps
- Rust, corrosion, or surface degradation
- Gate and runner wear affecting material flow
Cooling system issues:
- Reduced flow rates (measure inlet vs. outlet flow)
- Visible leaks or weeping at connections
- Mineral deposits or scale in water lines
- Temperature difference (ΔT) exceeding 5°F between inlet and outlet
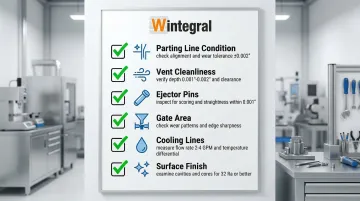
Inspection checklist:
- Parting line condition and alignment
- Vent cleanliness and depth
- Ejector pin condition (scoring, wear, straightness)
- Gate area wear and edge sharpness
- Cooling line flow and temperature balance
- Surface finish on cavities and cores
Increased Resource Consumption
Efficiency losses signal developing problems:
- Higher material usage: Increased scrap or larger runner/sprue waste points to fill problems or gate wear
- Longer cycle times: Consume more energy per part and reduce throughput
- Increased mold release needs: More frequent or heavier application suggests surface degradation or insufficient draft angles
Recurring Issues or Downtime
Pay attention to problem frequency and duration:
- Intermittent problems: Sticking, flashing, or venting issues becoming more frequent signal progressive wear
- Temporary fixes failing: Adjustments no longer holding for full production runs indicate underlying damage requiring proper repair
- Unplanned stops increasing: More frequent stops for cleaning or minor adjustments follow a "failure curve" where acceleration signals impending major maintenance needs
When temporary solutions stop working or problem frequency accelerates, schedule comprehensive maintenance before catastrophic failure occurs.
Mold Maintenance Schedule (General Guidelines)
Effective mold maintenance isn't one-size-fits-all. Your optimal schedule depends on mold type, material processed, production volume, and operating conditions.
Use this framework as a starting point, then adjust based on actual wear patterns and your production environment.
Maintenance Frequency Table
| Interval | Tasks | Notes |
|---|---|---|
| Daily/Per Shift | Visual inspection, clean parting lines, check ejection operation, verify cooling water flow | Performed by operators; takes 5–10 minutes |
| Weekly | Lubricate moving components, clean vents thoroughly, verify water line temperatures, inspect for visible wear | Requires 30–60 minutes; maintenance technician |
| Monthly/Quarterly | Detailed inspection of all components, O-ring replacement, alignment verification, measure wear on critical surfaces | 2–4 hours; schedule during planned downtime |
| Semi-Annual | Cooling system flush and descaling, comprehensive wear assessment, replace wear-prone components, verify dimensional accuracy | Half-day to full-day maintenance window |
| Annual or Cycle-Based (250K–500K) | Major inspection, component replacement (springs, bushings, pins), surface refinishing if needed, full documentation update | Multi-day maintenance window; may require external specialists |

The table above provides baseline intervals, but several factors determine your actual maintenance needs.
Factors Affecting Frequency
Production volume directly impacts wear rates:
- High-volume operations (continuous): Increase inspection frequency; perform lubrication every 500–800 cycles in die casting
- Low-volume operations (intermittent): Can extend intervals but never skip inspections after storage periods
Material considerations affect mold longevity:
- Abrasive materials (glass-filled nylon, mineral-filled resins): Reduce mold life 30–50%; double lubrication frequency
- Standard resins: Follow baseline schedules
- Corrosive materials (PVC compounds): Require more frequent inspection for chemical attack
Operating conditions determine maintenance intensity:
- Thermal stress: Die casting molds experiencing 500–700°C temperature swings need cavity polishing every 3–6 months
- Continuous operation: Allows predictable cycle-based scheduling
- Intermittent use: Requires calendar-based schedules with storage protocols
Documentation Requirements
Detailed maintenance records help predict failures and optimize schedules. Track these elements:
- Date and time of each maintenance activity
- Cycle count at maintenance (track total cycles and cycles since last major service)
- Tasks performed with specifics (components replaced, measurements taken)
- Issues found (wear measurements, damage locations)
- Parts replaced with part numbers and suppliers
- Technician name for accountability and follow-up questions
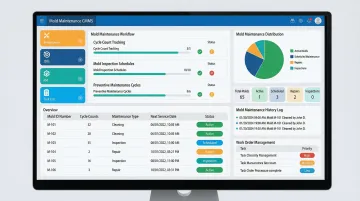
For larger operations, a Computerized Maintenance Management System (CMMS) enables trend analysis and predicts maintenance needs based on historical patterns. Digital tracking ensures no tasks slip through the cracks.
When maintenance records reveal significant wear or damage beyond routine service capability, professional repair services can restore molds to original specifications—often at a fraction of replacement cost.
Best Practices for Extending Mold Life
Beyond scheduled maintenance, these proactive strategies maximize mould lifespan and ROI.
Proper Mould Storage and Handling
Storage environment:
- Maintain stable temperature (15–25°C) and humidity (40–60%) to prevent rust
- Store moulds on level surfaces with proper support to prevent warping
- Keep storage areas clean and free from contaminants
Protective measures:
- Apply rust preventative to all mould surfaces before storage
- Ensure moulds are completely dry, especially cooling channels, to prevent internal corrosion
- Use protective covers to prevent dust accumulation
- Flush and dry cooling lines thoroughly before extended storage
Handling procedures:
- Use overhead cranes or proper lifting equipment for heavy moulds
- Never drag moulds across surfaces
- Protect parting lines during transport with protective strips
- Train personnel on proper installation and removal techniques
Material and Process Optimization
While proper handling protects moulds physically, selecting the right materials and optimizing processes prevents premature wear.
Mould material selection:
- Match steel grade to production volume (H13 for high-volume die casting, P20 for medium-volume injection moulding)
- Use hardened steel for abrasive materials
- Consider surface treatments (nitriding, chrome plating) for extended wear resistance
Process parameter optimization:
- Reduce injection pressures to minimum required for complete fill
- Optimize melt temperatures to reduce thermal stress
- Balance cooling to minimize thermal gradients
- Avoid excessive clamp force that accelerates parting line wear
Optimizing injection parameters can reduce mould wear rates by 20–30% while maintaining part quality.
Documentation and Tracking Systems
Maintenance logs:
- Record every inspection, cleaning, and repair with date and findings
- Track cycle counts against maintenance activities
- Document all parameter changes and their effects
- Photograph wear patterns for trend analysis
Mould history files:
- Create complete files for each mould including original specifications, modifications, and full maintenance history
- Track patterns to predict maintenance needs (e.g., ejector pins fail every 150,000 cycles)
- Use data to optimize maintenance intervals
Digital systems:
- Implement CMMS for operations with multiple moulds
- Set automatic alerts based on cycle counts or calendar intervals
- Generate reports for management review and continuous improvement
Training and Standard Operating Procedures
Accurate documentation becomes valuable only when paired with well-trained personnel. When moulds do require professional attention beyond routine maintenance, companies like Wintegral Engineering offer specialized repair services using precision micro-welding techniques to restore worn components.
Operator training:
- Teach proper mould handling during setup and teardown
- Recognize early warning signs (sounds, visual cues, performance changes)
- Establish clear reporting procedures for suspected issues
- Emphasize importance of daily inspections
Maintenance personnel training:
- Provide regular training on maintenance best practices
- Update training when introducing new moulds or technologies
- Cross-train team members to ensure coverage
- Document standard procedures for consistency
Standard Operating Procedures (SOPs):
- Create written procedures for all routine maintenance tasks
- Include inspection checklists with acceptance criteria
- Document troubleshooting steps for common problems
- Review and update SOPs annually based on experience
Conclusion
Systematic mold maintenance is an investment that delivers measurable returns through extended equipment life, consistent part quality, and reduced emergency repair costs.
The right maintenance approach balances scheduled preventive care with condition-based interventions, using data to optimize timing while avoiding both premature maintenance and late responses that allow catastrophic failures.
A well-maintained mold delivers:
- Consistent part quality that meets specifications
- Maximum ROI through extended equipment lifespan
- Competitive advantage via reliable production schedules
- Reduced downtime and emergency repair costs
When damage does occur despite preventive efforts, partnering with experienced repair specialists like Wintegral Engineering ensures moulds are restored to original specifications using precision micro-welding techniques. This combination of proactive maintenance and expert repair support keeps production lines running smoothly and customer commitments on track.
Frequently Asked Questions
What is mould maintenance?
Mould maintenance encompasses systematic cleaning, inspection, repair, and servicing activities performed to keep moulds operating efficiently and producing quality parts throughout their intended lifespan. This includes preventive tasks, corrective repairs, and periodic overhauls.
Can mold damage be repaired?
Most mould damage can be repaired using techniques like laser welding, micro-welding, and machining. Surface wear, cracked cavities, and broken components are typically repairable, though severely damaged cores may require replacement. Repair feasibility depends on damage severity and structural integrity.
How often should molds be maintained?
Maintenance frequency depends on production volume and mould complexity. Standard schedules include daily cleaning and inspection, weekly lubrication, and major overhauls every 500,000–1,000,000 cycles. High-volume operations require more frequent interventions.
What are the signs that a mold needs immediate maintenance?
Critical warning signs include flash formation, incomplete fills, parts sticking during ejection, unusual noises, visible cavity damage, and sudden increases in cycle time or scrap rate. Any of these indicators warrants immediate investigation.
What's the difference between preventive and corrective mold maintenance?
Preventive maintenance consists of scheduled work performed at regular intervals to prevent problems—cleaning, lubrication, inspection, and component replacement. Corrective maintenance addresses issues after they occur through repairs and component fixes. Preventive approaches cost 3–5 times less long-term.
How much does mold maintenance cost compared to replacement?
Regular preventive maintenance typically costs 3–5% of mould value annually (₹67,500–₹1.12 lakh for a ₹22.5 lakh mould), while extending life 2–5 times. Major overhauls cost 30–40% of replacement value but restore near-new performance, making maintenance far more economical than premature replacement.