Introduction
For industrial operations working with steel fabrication, tool repair, and precision components, choosing between Arc (SMAW), MIG (GMAW), and TIG (GTAW) welding directly impacts project economics and quality outcomes.
The wrong process selection leads to costly rework, production delays, and compromised structural integrity.
Many manufacturers struggle with:
- Matching welding processes to specific material thickness and alloy requirements
- Speed versus precision trade-offs in production environments
- Cost optimization without compromising weld quality standards
- Field welding conditions versus controlled workshop setups
According to Persistence Market Research, MIG/GMAW machines account for approximately 37% of the arc welding equipment market, driven largely by automotive automation demands.
Arc welding remains the field standard for construction and structural work, while TIG dominates precision applications like mould repair and aerospace components where zero-defect quality is non-negotiable.
This article breaks down the technical specifications, performance benchmarks, and practical selection criteria for all three processes, helping you match the right welding method to your specific application requirements.
TLDR: Quick Comparison of Arc, MIG, and TIG Welding
- Arc welding (SMAW): Portable and versatile, works on thick materials and dirty/rusty surfaces
- MIG welding (GMAW): Fastest deposition rates (5-17 lb/hr), easiest learning curve, best for high-volume production and general fabrication
- TIG welding (GTAW): Highest precision and weld purity, handles thin materials and exotic alloys, essential for aerospace and specialized applications
- Selection criteria: Consider material type, thickness, precision needs, and operator skill level
What is Arc Welding (SMAW)?
Shielded Metal Arc Welding (SMAW), commonly called "stick" welding, uses a flux-coated consumable electrode to create strong, reliable welds without requiring external shielding gas. This makes it the go-to process for construction sites, pipeline work, and any application where portability and environmental adaptability matter more than speed.
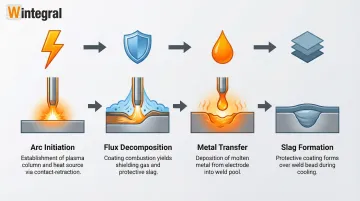
How Arc Welding Works
The process creates an electric arc between a flux-coated electrode and the base metal. As the electrode melts, the flux coating breaks down to generate protective gases that shield the weld pool from atmospheric contamination.
At the same time, the flux forms a slag layer over the cooling weld, controlling the cooling rate and protecting the finished bead.
Basic equipment setup includes:
- Welding power source (typically 40-400A range for industrial work)
- Electrode holder (stinger) for manual manipulation
- Ground clamp to complete the electrical circuit
- Consumable electrodes selected based on material and position
Electrode selection directly impacts weld characteristics. For example, cellulosic electrodes like E6010 operate at 40-320A and provide deep penetration ideal for root passes on pipe.
Meanwhile, low-hydrogen E7018 electrodes (70-400A) minimize cracking risks in structural applications.
Key Features and Characteristics
The flux coating serves multiple critical functions beyond simple shielding. Different coating chemistries produce distinct welding characteristics.
Cellulosic coatings create forceful gas shielding for deep penetration and all-position capability, while mineral-based low-hydrogen coatings contain iron powder to increase deposition rates and reduce hydrogen-induced cracking in high-strength steels.
Because the shielding comes from the electrode itself rather than external gas cylinders, Arc welding works reliably in outdoor conditions where wind would disrupt gas-shielded processes.
The process handles contaminated surfaces better than wire-fed methods, making it practical for maintenance and repair work on rusty or painted steel.
Advantages of Arc Welding
- True portability: Minimal equipment requirements enable welding in remote locations
- Surface tolerance: Works effectively on rusty, painted, or dirty metals without extensive preparation
- Thick material capability: Handles unlimited thickness with multi-pass techniques
- Low equipment cost: Entry-level industrial machines start around ₹80,000
- Wind resistance: No external shielding gas means reliable outdoor performance
Limitations of Arc Welding
- Frequent interruptions: Standard 14-inch electrodes require constant replacement, reducing arc-on time
- Slag removal: Every pass requires chipping and wire brushing before subsequent passes
- Lower efficiency: Approximately 65% deposition efficiency due to stub loss and slag generation
- Speed limitations: Slower than continuous wire-feed processes for production work
- Precision constraints: Less controllable than TIG for thin materials or critical applications
Typical Applications
Arc welding dominates applications where portability, versatility, and environmental adaptability outweigh speed considerations:
- Construction and structural steel: Field erection, site fabrication, AWS D1.1 code work
- Pipeline welding: Root and hot passes on cross-country pipelines
- Heavy equipment repair: Maintenance welding on agricultural and mining equipment
- Outdoor projects: Any application where weather protection isn't feasible
- Thick section joining: Multi-pass welding on materials exceeding 1/8 inch thickness
What is MIG Welding (GMAW)?
Gas Metal Arc Welding (GMAW)—commonly known as MIG welding—feeds a continuous solid wire electrode through a welding gun while external shielding gas protects the weld pool. This combination of continuous wire feed and automated shielding makes MIG the fastest, most productive welding process for manufacturing environments.
How MIG Welding Works
A constant-voltage power source maintains a stable arc while a wire feed unit continuously delivers electrode wire at precisely controlled speeds. The MIG gun directs both wire and shielding gas to the weld zone.
As the wire melts into the base metal, external gas (typically CO₂, Argon, or blends) displaces atmospheric air to prevent oxidation and contamination.
Equipment components include:
- MIG welding machine with integrated or separate wire feeder
- MIG gun/torch with contact tip sized to wire diameter
- Shielding gas supply (cylinder or bulk system)
- Wire spool (typically 0.035 in. or 0.045 in. diameter for industrial work)
Wire feed speed and voltage settings determine the transfer mode. Short-circuit transfer (50-180A for 0.035 in. wire) suits thin materials, while spray transfer (higher amperage) provides deep penetration and high deposition rates on thicker sections.
Key Features and Characteristics
The continuous wire feed mechanism eliminates the frequent stops required with stick electrodes, enabling long, uninterrupted weld beads. This dramatically increases the operating factor—the percentage of time actually spent welding versus changing consumables and preparing joints.
Shielding gas selection directly affects weld characteristics and penetration:
- Pure CO₂: Deepest penetration at lowest cost, but generates more spatter
- 75% Argon/25% CO₂: Industry standard for carbon steel, balances penetration and arc stability
- 98% Argon/2% Oxygen: Typical for stainless steel applications
- 100% Argon: Required for aluminum welding
Beyond gas selection, clean metal preparation is essential. MIG welding lacks the flux shielding that helps Arc welding tolerate surface contamination. Mill scale, rust, oil, and paint must be removed to prevent porosity and lack of fusion defects.

Advantages of MIG Welding
- Deposition rates of 5-17+ lb/hr depending on wire size and transfer mode
- Semi-automatic operation enables basic competence in hours rather than weeks
- Deposition efficiency: 92-98% deposition efficiency minimizes waste
- Produces little to no slag, reducing post-weld finishing time
- Versatile thickness range: Handles everything from thin sheet metal to thick structural sections
Limitations of MIG Welding
- Shielding gas dependency: Requires gas cylinders or bulk systems, limiting true portability
- Gas shielding disrupts at wind speeds above 5 mph, requiring windscreens outdoors
- Surface preparation: Demands clean metal; won't tolerate rust or contamination like Arc welding
- Less controllable than TIG for critical thin-section work
- Equipment cost: Industrial systems range from ₹1.85 lakh to ₹7.5 lakh+
Typical Applications
MIG welding dominates applications where speed, productivity, and ease of use drive process selection:
- Automotive manufacturing and repair: Body panels, frame components, exhaust systems
- Production fabrication: High-volume manufacturing requiring consistent quality
- Sheet metal work: HVAC ductwork, enclosures, thin-gauge assemblies
- General fabrication shops: Versatile enough for most carbon steel and stainless projects
- Aluminum welding: With spool gun setup and 100% Argon shielding
What is TIG Welding (GTAW)?
Gas Tungsten Arc Welding (GTAW)—known as TIG welding—uses a non-consumable tungsten electrode to create the arc while a separate filler rod is manually added to the weld pool.
This independent control of heat input and filler addition produces the highest quality, most precise welds available through arc welding processes.
How TIG Welding Works
A tungsten electrode (which doesn't melt during welding) creates a stable, focused arc that heats the base metal. The operator manually feeds filler rod into the molten pool with one hand while manipulating the torch with the other. A foot pedal or finger control allows real-time amperage adjustment, providing exceptional control over heat input.
Inert gas (typically 100% Argon) flows through the torch to shield the tungsten electrode and weld pool from atmospheric contamination. Unlike MIG or Arc welding, TIG produces no slag, spatter, or fumes—just pure, clean weld metal.
Equipment and technique requirements:
- TIG welding machine with AC/DC capability for different metals
- TIG torch with ceramic cup and appropriate tungsten electrode
- Foot pedal or finger amperage control
- Separate filler rod (not fed through the torch)
- Two-handed coordination: one hand for torch, one for filler
Tungsten electrode selection depends on the material. 2% Thoriated (red band) electrodes suit DC welding of steel and stainless, while pure tungsten (green band) is used for AC welding of aluminum and magnesium.
Key Features and Characteristics
TIG welding provides unmatched precision through independent control of multiple variables:
- Amperage adjusts in real-time via foot pedal
- Travel speed controlled manually by operator
- Filler metal added only as needed
- Enables welding materials as thin as 0.004 inches without burn-through
The process produces exceptionally clean welds. The inert gas shielding contains no reactive elements, and no flux means zero slag inclusions. Weld pool visibility is excellent since there's no electrode obscuring the view and no smoke or fumes from flux decomposition.
TIG handles the widest range of metals—from carbon steel and stainless to aluminum, titanium, Inconel, and other exotic alloys that other processes can't weld effectively. This versatility makes it indispensable for industries working with specialized materials.

For mould and die repair applications, TIG welding enables precision restoration of tool steels and specialized alloys. Wintegral Engineering applies this process to repair precision components where dimensional accuracy and metallurgical integrity are critical—serving industries from plastic injection moulding to pressure die casting.
Advantages of TIG Welding
- Finest control over heat input and filler addition for superior precision
- Produces the purest welds with fewest defects
- Welds foil-thin materials without burn-through
- Works on titanium, Inconel, magnesium, and other difficult alloys
- No slag, minimal spatter, clean finished appearance
Limitations of TIG Welding
- Travel speeds typically 3-6 inches per minute—slowest of all arc welding processes
- Requires 60-70 hours of training for basic proficiency on plate and pipe
- Two-handed coordination and foot pedal control demand extensive practice
- Industrial AC/DC machines range from ₹1,25,000 to ₹3,30,000+
- Not economical for heavy sections better suited to Arc or MIG
Typical Applications
TIG welding is specified when quality, precision, and material compatibility outweigh productivity considerations:
- Aerospace components: Critical structural parts requiring zero-defect quality per AWS D17.1
- Mould and die repair: Precision restoration of tool steels and specialized alloys
- Thin metal fabrication: Stainless steel enclosures, aluminum panels, delicate assemblies
- Exotic alloy joining: Titanium, Inconel, Hastelloy for chemical processing and aerospace
- Root passes on pipe: High-quality initial passes on critical piping systems
- Artistic and decorative work: Sculptures, architectural features, custom fabrication
MIG vs TIG vs Arc: Key Differences Compared
Each welding process excels in specific scenarios. This comparison reveals which method fits your application requirements.
Side-by-Side Comparison Table
| Factor | Arc (SMAW) | MIG (GMAW) | TIG (GTAW) |
|---|---|---|---|
| Skill Level | Medium-High (manual dexterity) | Low-Medium ("point and shoot") | High (two-handed coordination) |
| Welding Speed | Medium | Fastest (up to 50+ ipm) | Slowest (3-6 ipm) |
| Deposition Rate | Medium (up to 9.6 lb/hr) | Highest (5-17+ lb/hr) | Low |
| Deposition Efficiency | ~65% (stub loss) | 92-98% | ~99% |
| Material Compatibility | Carbon steel, stainless, cast iron | Steel, stainless, aluminum | Widest range (all metals) |
| Weld Quality | Good | Very Good | Excellent (highest purity) |
| Equipment Cost | Lowest (₹80,000+) | Medium (₹1,85,000-₹7,50,000) | Medium-High (₹1,25,000-₹3,30,000) |
| Portability | Excellent (no gas required) | Limited (gas cylinder dependency) | Limited (gas cylinder required) |
| Ideal Thickness | 1/8 in. to unlimited | 0.024 in. to 1+ in. | Thinnest capability (0.004 in. up) |
| Outdoor Suitability | Excellent | Poor (wind disrupts gas) | Poor (wind disrupts gas) |

Material Compatibility Differences
Mild Steel: All three processes work well, but selection depends on thickness and environment.
Arc welding handles thick structural steel in field conditions. MIG provides the fastest production speeds for shop fabrication, while TIG delivers the highest quality for thin-wall applications.
Stainless Steel: MIG and TIG are preferred for stainless work. MIG uses 98% Argon/2% Oxygen shielding for production welding.
TIG produces superior corrosion resistance and appearance for critical applications. Arc welding with stainless electrodes works but requires more skill to prevent carbide precipitation.
Aluminum: TIG provides the highest precision for aluminum welding, using AC current and pure tungsten electrodes.
MIG can weld aluminum with a spool gun setup and 100% Argon, though it requires spray or pulsed spray transfer modes. Arc welding is not suitable for aluminum due to poor results and corrosion risks.
Exotic Alloys: TIG is the only practical choice for titanium, Inconel, Hastelloy, and magnesium. The inert shielding and lack of flux contamination are critical for these reactive and high-value materials.
For precision repairs of tool steel dies and moulds requiring TIG welding, specialized service providers like Wintegral Engineering use this process alongside micro-plasma and laser welding to achieve defect rates below 1%.
Cost and Speed Considerations
The financial trade-offs between these processes depend on your production volume and application requirements.
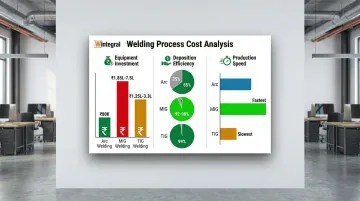
Equipment Investment:
- Arc welding: Lowest entry cost at ₹80,000 for industrial capability
- MIG systems require ₹1,85,000-₹7,50,000 upfront but deliver faster ROI in production environments
- TIG equipment requires a moderate ₹1,25,000-₹3,30,000 investment, justified by specialized applications
Production Economics:
- MIG's 92-98% efficiency and high deposition rates deliver the lowest cost per foot of deposited weld metal in high-volume work
- Arc welding's lower efficiency (~65%) increases effective consumable costs, but eliminates gas expenses
- TIG's slow travel speeds make it expensive for production but cost-effective for critical, high-value components where rework would be catastrophic
Labor Considerations: With a projected welder shortage of 330,000-400,000 by 2028, the ease of training MIG welders versus the extensive time required to develop skilled TIG operators significantly impacts workforce planning.
Choosing the Right Welding Process for Your Application
Process selection should follow a systematic evaluation of technical requirements, operational constraints, and economic factors rather than defaulting to the most familiar method.
Key Selection Factors
Material type and thickness: Material characteristics drive process selection more than any other factor. Aluminum requires TIG or MIG with specialized setup, while thin materials under 1/8 inch demand TIG's precision control. Heavy structural steel suits Arc or MIG depending on work location.
Required weld quality: Your code requirements and application criticality determine acceptable defect levels. Aerospace and pressure vessel work typically mandate TIG for root passes, while general fabrication accepts MIG or Arc quality.
Operator skill availability: TIG requires the most extensive training investment—often 6-12 months for proficiency. MIG enables rapid workforce development, with operators becoming productive within weeks. Arc welding falls in the middle, demanding moderate skill levels widely taught in trade schools.
Work environment: Field conditions heavily influence process viability. Wind, rain, or contaminated surfaces favor Arc welding's robust electrode protection, while controlled shop environments let you capitalize on MIG's speed advantages.
Production volume: High-volume manufacturing justifies MIG's equipment investment (₹2-5 lakhs) through faster cycle times. Low-volume or one-off projects may not recover the cost of MIG setup time versus Arc's simplicity.
Budget constraints: Arc has the lowest entry cost (₹15,000-30,000) but higher per-meter consumable expenses. MIG requires more upfront investment but delivers lower operating costs at volume.
Once you've evaluated these factors against your specific requirements, use these guidelines to match your application with the optimal process.
Process Recommendations by Application
Choose Arc (SMAW) when:
- Working outdoors or in uncontrolled environments
- Welding on rusty, painted, or contaminated surfaces
- Portability is essential (construction sites, field maintenance)
- Material thickness exceeds 1/4 inch
- Budget constraints limit equipment investment
- Operators have traditional stick welding training
Choose MIG (GMAW) when:
- Maximizing production speed is the priority
- Welding in a controlled shop environment
- Working with clean, prepared materials
- Training timeline for operators is limited
- Production volume justifies equipment investment
- Material thickness ranges from thin gauge to moderate sections
Choose TIG (GTAW) when:
- Weld quality and precision are non-negotiable
- Working with exotic or reactive metals
- Material thickness is very thin (under 1/8 inch)
- Aerospace, medical, or food-grade specifications apply
- Applications require visual appearance and zero defects
- Repairing high-value moulds, dies, or precision tooling
Wintegral Engineering employs hybrid welding capabilities that combine multiple processes for optimal results in specialized mould and die repair applications. For example, using TIG for precision root passes on tool steel repairs, then switching to more productive processes for fill passes where speed matters more than surface finish. This hybrid approach balances quality requirements with economic efficiency.
Frequently Asked Questions
What are the 4 types of welding?
The four main arc welding processes are MIG (GMAW), TIG (GTAW), Arc/Stick (SMAW), and Flux-Cored (FCAW). FCAW uses tubular wire with flux for high-deposition outdoor work.
What is the hardest welding to learn?
TIG welding is the most difficult due to two-handed coordination (torch and filler rod) plus foot pedal amperage control. Training requires 60-70 hours for basic proficiency.
Which type of welding is strongest?
Weld strength depends more on proper technique and filler metal selection than process type. All three processes produce code-quality welds when executed correctly, with TIG offering the purest results.
What is the easiest welding process for beginners?
MIG welding is the most beginner-friendly process. The automatic wire feed and simple gun manipulation enable basic competency in a few hours of practice, versus weeks or months for Arc and TIG welding.
Can you weld aluminum with all three processes?
No. TIG is the preferred process for aluminum, using AC current and 100% Argon shielding. MIG can weld aluminum with a spool gun setup and spray transfer mode. Arc welding is not suitable for aluminum due to poor results and corrosion risks.
Which welding process is fastest?
MIG welding is the fastest process, with travel speeds exceeding 50 inches per minute in automated applications and deposition rates of 5-17+ pounds per hour. Arc welding is moderately fast, while TIG is the slowest but most precise process.