Introduction
A single welding mistake can destroy stainless steel's corrosion resistance, turning an expensive component into scrap. Stainless steel is critical in food processing, medical device manufacturing, and chemical industries, where its corrosion resistance and hygienic properties are essential.
However, improper welding compromises the protective chromium oxide layer that gives stainless steel its unique properties. The result: rust, contamination, and premature failure.
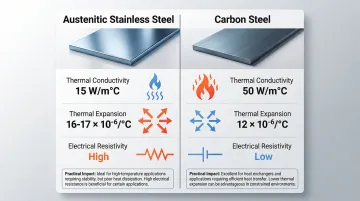
Unlike carbon steel, stainless steel has approximately 30% lower thermal conductivity and 50% higher thermal expansion, making it prone to distortion and sensitization (chromium depletion at grain boundaries) if heat input isn't carefully controlled.
This guide covers the most common welding methods for stainless steel, step-by-step processes, critical parameters, and common mistakes to avoid for achieving strong, corrosion-resistant welds.
Key Takeaways
- TIG (GTAW) welding delivers precision, clean welds for thin materials (0.5-6mm)
- MIG (GMAW) offers faster deposition for thicker sections (3mm+) with argon-rich shielding gas
- Heat input must be 20-30% lower than carbon steel due to lower thermal conductivity and higher electrical resistance
- Success factors: Dedicated stainless tools, matching filler metal grade, controlled heat input
- Top mistakes: Using contaminated tools causing rust spots, excessive heat causing warpage, wrong filler selection, inadequate back purging creating "sugaring"
Common Methods for Welding Stainless Steel
Method selection depends on material thickness, joint configuration, production volume, and required weld quality. Each process offers distinct advantages for specific applications.
TIG (GTAW) Welding
TIG welding uses a non-consumable tungsten electrode with argon shielding gas, making it the most popular method for stainless steel. It provides exceptional control for thin materials (0.5-6mm) and produces clean welds with minimal spatter.
This process is ideal for food-grade and sanitary applications where surface finish matters.
Key advantages:
- Precise heat control prevents distortion
- No slag or spatter requiring cleanup
- Excellent for tube-to-tube sheet joints and pipe welding
- Produces welds meeting strict hygiene standards
Typical applications include pharmaceutical equipment, dairy processing systems, and precision fabrication where appearance and purity are critical.
MIG (GMAW) Welding
MIG welding uses a consumable wire electrode with continuous feed, offering faster deposition rates for thicker sections (3mm and above).
Three transfer modes offer flexibility for different applications:
- Spray arc: High current, flat position only, fastest deposition
- Short circuit: Thin material, all positions, lower heat input
- Pulsed arc: Controlled heat input, reduced spatter, versatile positioning
MIG requires argon-rich shielding gas—typically 98% Ar + 2% O₂ or tri-mix (90% He / 7.5% Ar / 2.5% CO₂)—to prevent oxidation while maintaining arc stability.

Keep CO₂ content below 5% to avoid carbon pickup that reduces corrosion resistance.
Stick (SMAW) Welding
Stick welding uses flux-coated electrodes and works well for field repairs and thicker materials, though it produces slag requiring cleanup.
It's less common for stainless steel but valuable when portability is needed or for outdoor applications where wind would disrupt gas shielding.
Electrode selection must match base metal:
- E308/E308L for 304/304L grades
- E316/E316L for 316/316L grades (molybdenum-bearing)
Typical amperage ranges: 40-70A for 3/32 in (2.4mm), 60-100A for 1/8 in (3.2mm), and 90-140A for 5/32 in (4.0mm) electrodes.
Resistance and Specialized Methods
Spot and seam welding join overlapping sheets in automotive and appliance manufacturing. Stainless steel requires less current than carbon steel (due to higher electrical resistance) but 50% greater pressure due to higher strength at elevated temperatures.
**Laser welding and plasma arc welding** serve for specialized applications requiring minimal heat-affected zones, such as medical devices and aerospace components. These processes offer precision deposits as small as 100 microns with virtually no distortion.
Step-by-Step Welding Process for Stainless Steel
Proper preparation and technique are as important as equipment selection. Follow these steps for consistent, high-quality results.
Step 1: Surface Preparation and Cleaning
Remove all contaminants before welding:
- Use stainless-steel-safe solvents or degreasers to remove oil, grease, paint, and marking ink
- Avoid chlorinated solvents that leave residue causing stress corrosion cracking
- Remove mill scale and oxidation with dedicated stainless steel grinding wheels
- Use only stainless steel wire brushes—never ones used on carbon steel
Critical: Iron contamination from carbon steel tools transfers particles that cause rust spots and pitting corrosion. Store stainless steel separately and use dedicated work surfaces.
Step 2: Material and Filler Metal Selection
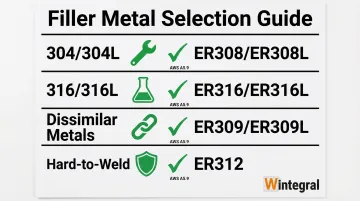
Match filler metal to base metal grade to maintain corrosion resistance:
| Base Metal | Filler Metal (AWS A5.9) | Application |
|---|---|---|
| 304 / 304L | ER308 / ER308L | General purpose austenitic |
| 316 / 316L | ER316 / ER316L | Molybdenum-bearing for chemical resistance |
| Dissimilar metals | ER309 / ER309L | Stainless to carbon steel joints |
| Hard-to-weld | ER312 | High ferrite content prevents cracking |
Filler metal should contain slightly higher alloy content to compensate for dilution. Verify material certificates and ensure filler metals are clean and dry before use.
Step 3: Equipment Setup and Gas Selection
Shielding gas selection:
- Pure argon for TIG welding
- Argon + 2-5% O₂ or CO₂ for MIG (keep CO₂ below 5%)
- Argon/hydrogen blends (95% Ar / 5% H₂) for austenitic grades only
Flow rates:
- TIG: 5-12 L/min (10-25 CFH) depending on cup size
- MIG: 10-14 L/min (20-30 CFH)
Set amperage 20-30% lower than carbon steel for the same thickness due to higher electrical resistance and lower thermal conductivity.
For full-penetration welds, back purge with argon until internal oxygen drops below 1% to prevent sugaring (root oxidation).
Step 4: Welding Technique and Application
Proper technique minimizes defects:
- Maintain consistent torch angle and arc length for your chosen process
- Use stringer beads rather than weaving to minimize heat input
- Control travel speed to balance penetration and heat input
- Keep interpass temperature below 350°F (175°C) for austenitic grades to prevent sensitization
Calculate heat input using: HI = (Voltage × Amperage × 60) ÷ Travel Speed (in/min)
Lower heat input reduces distortion and prevents carbide precipitation in the 800-1650°F (425-900°C) sensitization range.
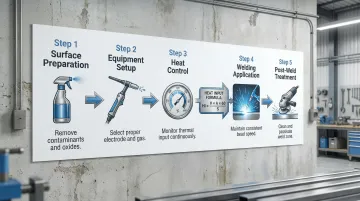
Step 5: Post-Weld Treatment and Inspection
Once welding is complete, proper finishing restores corrosion resistance and ensures structural integrity.
Remove discoloration to restore corrosion resistance:
- Use pickling paste (nitric/hydrofluoric acid) or electrochemical cleaning
- Remove heat tint darker than pale yellow, especially for potable water applications
- Inspect for cracks, porosity, incomplete fusion, and verify weld profile
Some applications require stress relieving, though this risks carbide precipitation in non-stabilized grades. Low-carbon grades (304L, 316L) or stabilized grades (321, 347) minimize this risk.
When Should You Weld Stainless Steel vs. Other Joining Methods
Welding creates permanent joints with full strength and corrosion resistance. However, alternative methods may be better for specific applications.
Ideal Welding Scenarios
Welding works best when:
- Structural applications require full-strength joints
- Pressure vessels and piping systems need leak-tight seals
- Sanitary equipment in food/pharmaceutical industries demands smooth, cleanable surfaces
- Base metal thickness is adequate (typically 1mm and above)
- Controlled heat input and post-weld cleaning are feasible
However, welding isn't always the optimal choice for stainless steel joining.
When Alternative Joining Methods Are Better
Mechanical fastening is preferable for:
- Dissimilar metals with vastly different expansion rates
- Applications requiring disassembly for maintenance
- Very thin materials prone to burn-through
- Situations where no heat-affected zone is acceptable
Brazing or soldering suits applications with:
- Heat-sensitive assemblies that can't tolerate welding temperatures
- Requirements for flush, bead-free surfaces
- Joining stainless steel to non-weldable materials
Adhesive bonding handles specialized scenarios:
- Joining stainless steel to plastics or composites
- Applications requiring vibration damping or electrical isolation
- Large-area bonding where mechanical fasteners would be impractical
Large-area bonding where mechanical fasteners would be impractical
For precision tooling applications—such as mould and die repair—micro-welding techniques offer controlled heat input that minimizes distortion while maintaining material properties, making them the preferred method for restoring high-value industrial tools.
What You Need Before Welding Stainless Steel
Proper preparation and the right tools directly impact weld quality. Using dedicated stainless steel equipment prevents contamination from carbon steel particles, which can cause corrosion and weld defects.
Essential Equipment and Consumables
Dedicated stainless steel tools (never shared with carbon steel to avoid contamination):
- Wire brushes (stainless steel only)
- Grinding wheels and flap discs
- Files and abrasives
- Power source (TIG, MIG, or stick welder)
- Gas cylinders with regulators and flowmeters
- Torch or gun for chosen process
- Back purging equipment for pipe/tube welding
Welding supplies:
- Filler metals matching base metal grade (ER308L, ER316L)
- Shielding gas (argon or argon-mix)
- Pickling paste or electrochemical cleaning supplies
Workspace and Safety Requirements
Once equipment is ready, proper workspace setup protects both the welder and weld quality.
Ventilation requirements:
- Local exhaust system to remove hexavalent chromium fumes
- Supplied-air respirators for enclosed spaces
- Adequate air circulation in welding area
Personal protective equipment:
- Welding helmet with shade 10-13 lens (for TIG/MIG)
- Heat and UV-resistant leather gloves
- Flame-resistant clothing covering all exposed skin
- Safety glasses under welding helmet
Keep the workspace clean and free from carbon steel dust, moisture, and drafts. These contaminants compromise shielding gas coverage and introduce defects into the weld.
Key Parameters That Affect Weld Quality
Stainless steel welding requires tighter parameter control than carbon steel due to its unique thermal properties.
Heat Input and Travel Speed
Excessive heat input causes distortion, carbide precipitation (sensitization), and wider heat-affected zones. Stainless steel requires about 20-30% less current than carbon steel for the same thickness.
Physical property comparison:
| Property | Austenitic Stainless | Carbon Steel | Impact |
|---|---|---|---|
| Thermal Conductivity | ~15 W/m°C | ~50 W/m°C | Heat concentrates in weld zone |
| Thermal Expansion | 16-17 × 10⁻⁶/°C | 12 × 10⁻⁶/°C | 50% higher distortion risk |
| Electrical Resistivity | High | Low | Requires lower current |
Calculate heat input and adjust travel speed to stay within recommended ranges for your material thickness.
Shielding Gas Coverage and Composition
Inadequate shielding causes oxidation (sugaring), porosity, and loss of corrosion resistance. Ensure proper gas coverage:
- Check flow rates before welding (use flowmeter, not just pressure gauge)
- Use appropriate gas cup size for joint configuration
- Avoid drafts that disrupt gas coverage
- Maintain post-flow time to protect weld during cooling
- Back purge full-penetration welds until oxygen drops below 1%
Filler Metal Composition and Ferrite Content
Filler metal should match or slightly exceed base metal alloy content to compensate for dilution. Austenitic stainless welds typically contain 5-10 FN (ferrite number) to prevent hot cracking while maintaining corrosion resistance.
Special considerations:
- Stabilized grades (321, 347) use titanium or niobium to tie up carbon
- Low-carbon grades (304L, 316L) minimize sensitization risk
- Over-alloyed fillers (ER309, ER312) accommodate dissimilar metal joints
Interpass Temperature Control
Controlling temperature between passes prevents grain growth and sensitization. For austenitic grades, keep interpass temperature below 175°C (350°F).
Monitoring methods:
- Temperature-indicating crayons (mark base metal, melts at specified temperature)
- Infrared thermometers (non-contact measurement)
- Allow cooling between passes if temperature exceeds limit
Martensitic and ferritic grades may require preheat and post-weld heat treatment—consult material specifications.
Cleanliness and Contamination Prevention
Iron contamination from carbon steel tools causes rust staining and pitting corrosion on stainless steel. Use dedicated stainless steel brushes, grinding wheels, and work surfaces.
Additional contamination sources:
- Copper backing bars or fixtures can cause hot cracking
- Carbon steel work tables transfer iron particles
- Shared grinding wheels embed carbon steel particles
Store stainless steel separately from carbon steel and maintain strict tool segregation.
Common Mistakes When Welding Stainless Steel
Even experienced welders can make errors that compromise weld quality and corrosion resistance.
Using Contaminated Tools and Work Surfaces
Carbon steel wire brushes or grinding wheels transfer iron particles that cause rust spots and corrosion.
These particles become embedded in the stainless steel surface and rust when exposed to moisture, creating unsightly streaks and starting pitting corrosion.
Prevention measures:
- Purchase dedicated stainless steel tools and mark them clearly
- Never weld stainless steel on carbon steel tables without protective barriers
- Store stainless steel materials separately from carbon steel
- Use ferroxyl test (turns blue) or water-spray test (rust appears after 24 hours) to detect contamination
Heat control is equally critical for maintaining weld integrity.
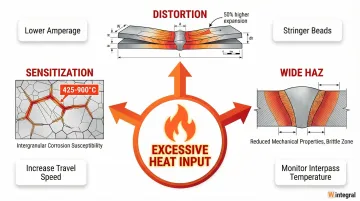
Excessive Heat Input Causing Distortion and Sensitization
Too much heat causes warping in thin sections and carbide precipitation (sensitization) in the 425-900°C (800-1650°F) range.
Sensitization depletes chromium at grain boundaries, making the material susceptible to intergranular corrosion.
Tips to control heat input:
- Use lower amperage settings (20-30% less than carbon steel)
- Increase travel speed while maintaining adequate penetration
- Use stringer beads instead of weaving patterns
- Allow cooling between passes (monitor interpass temperature)
- Consider pulsed welding modes for better heat control
Proper gas shielding prevents oxidation and maintains corrosion resistance.
Inadequate Shielding Gas Coverage
Insufficient gas flow, drafts, or improper torch angle causes oxidation, porosity, and discoloration. Back purging is essential for full-penetration welds to prevent sugaring on the root side.
Common causes:
- Gas flow rate too low (check flowmeter)
- Wind or drafts disrupting gas coverage
- Torch angle directing gas away from weld pool
- Gas cup too small for joint configuration
- Insufficient post-flow time during cooling
- Work area not shielded from environmental drafts
Alternatives to Welding Stainless Steel
Some applications are better served by non-welding joining methods that avoid heat input and distortion. Understanding when to use alternatives saves time and prevents damage to heat-sensitive components.
Mechanical Fastening (Bolts, Screws, Rivets)
This method works best when:
- Joining dissimilar metals with different thermal expansion rates
- Applications requiring disassembly for maintenance or inspection
- Very thin materials prone to welding burn-through
Trade-offs:
- No heat-affected zone or distortion
- Requires holes that create stress concentrations
- Potential for crevice corrosion in tight gaps
- Lower joint strength than welding
- Use sealants to minimize moisture trapping
Brazing and Soldering
When it's better:
- Heat-sensitive assemblies that can't tolerate welding temperatures (brazing: 1145-2125°F)
- Joining stainless steel to dissimilar metals
- Applications requiring minimal base metal distortion
Trade-offs:
- Lower joint strength than welding
- Filler metal may have different corrosion resistance
- Requires careful flux removal to prevent corrosion
- Brazing temperatures (1145-2125°F) may overlap sensitization range
Adhesive Bonding
When it's better:
- Joining stainless steel to non-metals (plastics, composites)
- Applications requiring vibration damping or electrical isolation
- Large-area bonding where fasteners would be impractical
Trade-offs:
- Limited temperature resistance (typically below 180°C/356°F)
- Surface preparation is critical for bond strength
- Curing time required before handling
- Difficult to inspect bond quality
- Not suitable for structural applications
For precision applications where welding is the preferred method, specialized techniques like laser welding or micro-plasma welding offer minimal heat input and distortion. Companies like Wintegral Engineering provide multiple welding processes to handle repairs that mechanical fastening or bonding cannot address, particularly for high-value moulds and dies where joint integrity is critical.
Frequently Asked Questions
Which welding is used for SS?
TIG (GTAW) is most common for precision work and thin materials, while MIG (GMAW) is preferred for thicker sections and higher production rates where speed matters more than appearance.
What does SS mean in welding?
SS stands for stainless steel—iron-chromium alloys with minimum 10.5% chromium that form a protective oxide layer. Different grades (304, 316, 430) require specific filler metals and techniques based on their composition.
Can you weld stainless steel to regular steel?
Yes, using austenitic filler metals like ER309 or ER312 that accommodate dilution from both base metals. Be aware that stainless expands 50% more than carbon steel, which may cause stress in high-temperature applications.
Why does stainless steel turn blue or gold when welded?
Heat tint forms when shielding gas coverage is inadequate or heat is excessive, creating a thickened oxide layer. While not always structurally harmful, it indicates reduced corrosion resistance. Remove discoloration darker than pale yellow using pickling paste or electrochemical cleaning.
Do you need to purge when welding stainless steel?
Yes, back purging with argon is essential for full-penetration welds in pipe and tubing to prevent internal oxidation (sugaring). Purge until oxygen drops below 1%. Sugaring compromises corrosion resistance and can contaminate process fluids.
What is the best filler rod for stainless steel?
Match the base metal grade: ER308L for 304L, ER316L for 316L. Slightly higher alloy content in filler compensates for dilution and maintains corrosion resistance. For dissimilar metal joints, use ER309 or ER312.
Conclusion
Successful stainless steel welding requires understanding its unique properties: lower thermal conductivity (30% of carbon steel), higher thermal expansion (50% greater), and the critical chromium oxide layer that provides corrosion resistance.
Proper technique includes:
- Maintaining cleanliness with dedicated stainless steel tools
- Selecting appropriate filler metals matching base metal grade
- Controlling heat input 20-30% lower than carbon steel
- Ensuring adequate shielding gas coverage
When projects involve complex geometries, precision applications requiring minimal heat-affected zones, or specialized stainless steel grades, partnering with experienced welding service providers delivers precise, defect-free joints.
Wintegral Engineering operates facilities in Bengaluru and Pune offering multiple welding processes including laser welding, micro-plasma welding, and TIG welding. With experience repairing thousands of precision moulds and die-tools, Wintegral maintains an average welding defect rate of less than 1% across India's manufacturing industries.