Mastering TIG welding opens doors to specialized career opportunities. According to the U.S. Bureau of Labor Statistics, specialized TIG welders earn up to 31% above the national median wage for welders, with roles at precision fabrication companies commanding premium rates. Beyond career advancement, TIG proficiency enables fabricators to tackle high-value repair work—from restoring damaged molds and dies to repairing critical aerospace components—where conventional welding methods would compromise structural integrity or dimensional accuracy.
For companies in pressure die casting, plastic injection molding, or tool manufacturing, understanding when to leverage professional TIG welding services versus in-house capabilities can mean the difference between costly downtime and rapid production recovery. Precision repair specialists like Wintegral Engineering use TIG welding alongside advanced micro-welding processes to restore tools weighing anywhere from 50 grams to over 20 tons, maintaining defect rates below 1% even on complex geometries.
TLDR: Key Takeaways
- TIG welding provides sub-millimeter precision but requires extensive practice for torch and filler control
- Tungsten type, AC/DC selection, amperage, and gas choice directly determine weld quality
- Arc length (1.6-2.4mm), torch angle, and travel speed prevent porosity and contamination
- Professional TIG services ensure zero-defect results for mould repair and exotic metal work
What is TIG Welding and Why It Matters
TIG welding, formally known as Gas Tungsten Arc Welding (GTAW), uses a non-consumable tungsten electrode to create an electric arc that melts the base metal. Unlike MIG or Stick welding, the electrode itself doesn't melt—instead, welders manually feed a separate filler rod into the weld pool while an inert gas (typically argon) shields the molten metal from atmospheric contamination.
This separation of heat source and filler metal gives TIG welders unprecedented control over every aspect of the weld.
Why TIG Welding Dominates Precision Applications
The process offers distinct advantages that make it essential for critical fabrication:
- Superior weld quality: Produces clean, smooth beads with minimal spatter and virtually no post-weld cleanup
- Exceptional heat control: Foot pedal or fingertip amperage adjustment allows real-time heat input management
- Thin material capability: Welds materials as thin as 0.05mm (0.002") without burn-through
- Exotic metal versatility: Handles titanium, magnesium, aluminum, and specialty alloys that other processes struggle with
- Small heat-affected zone: Minimizes distortion and maintains dimensional accuracy on precision components
Critical Industries and Applications
AWS D17.1 aerospace welding specifications mandate TIG welding for flight hardware fabrication involving aluminum, magnesium, and titanium alloys. Medical device manufacturers rely on TIG for hygienic stainless steel tube welding that meets ASME BPE standards, ensuring crevice-free joints that prevent bacterial contamination.
Automotive exhaust systems, precision tool and die repair, and food-grade stainless steel fabrication all depend on TIG's ability to produce defect-free welds in demanding service environments.
These diverse applications highlight why understanding TIG's capabilities relative to other welding processes matters for selecting the right approach.
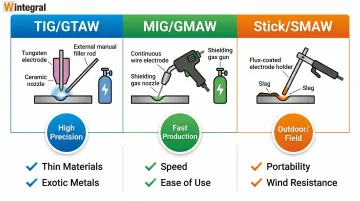
TIG vs. MIG vs. Stick: Performance Comparison
| Feature | TIG (GTAW) | MIG (GMAW) | Stick (SMAW) |
|---|---|---|---|
| Precision | Excellent | Moderate | Low |
| Spatter | None | Moderate-High | High |
| Heat-Affected Zone | Small | Medium | Large |
| Learning Curve | Steep (6-12 months) | Moderate (2-4 months) | Easy (1-2 months) |
| Thin Material Capability | Excellent (0.05mm+) | Good (0.8mm+) | Poor (3mm+) |
| Welding Speed | Slow | Fast | Moderate |
When Professional TIG Services Make Business Sense
For critical applications requiring zero-defect welds—such as repairing expensive injection molds, restoring damaged dies, or fabricating aerospace components—professional TIG welding services often prove more cost-effective than DIY approaches.
Specialized repair facilities like Wintegral Engineering combine TIG with complementary processes like Laser Welding and Micro-Plasma to handle complex tool and die repairs across multiple industries. When a single failed weld could mean scrapping a ₹5 lakh tool or missing production deadlines, the investment in professional precision welding services pays for itself through reduced risk and guaranteed quality.
Essential TIG Welding Equipment
TIG Welding Machine Selection
Modern TIG machines offer AC, DC, or combined AC/DC capability. DC (Direct Current) delivers smooth, precise arcs ideal for steel, stainless steel, titanium, and most metals.
AC (Alternating Current) is essential for aluminum and magnesium because the alternating polarity breaks through the oxide layer that forms instantly on these metals.
Key specifications to consider:
- Balance control: Adjustable from 15-50% electrode negative (EN) on AC. Higher EN increases penetration and tungsten life; lower EN provides more cleaning action for heavily oxidized aluminum
- Frequency adjustment: Range from 20-400 Hz. Higher frequencies (200+ Hz) create a focused, directional arc cone; lower frequencies (60-80 Hz) produce a wider, softer arc
- Amperage range: Match to your material thickness. General guideline from Miller Electric: 1 amp per 0.001" of steel thickness (roughly 40 amps per 1mm)
- Duty cycle: Percentage of a 10-minute period the machine can weld at rated amperage without overheating. A 60% duty cycle at 200A means 6 minutes of welding, 4 minutes of cooling
Advanced features worth the investment:
- High-frequency (HF) start for touchless arc initiation
- Foot pedal or fingertip amperage control for real-time heat adjustment
- Pulse capability (0.1-500 pulses per second) for heat control on thin materials
- Pre-flow and post-flow gas timers for proper shielding
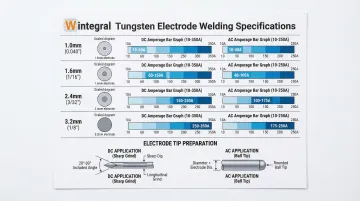
Tungsten Electrodes
Tungsten selection directly impacts arc stability, starting characteristics, and contamination resistance. AWS A5.12 specifications define electrode types by oxide content and color coding:
| Type | Color Code | Best For | Key Characteristics |
|---|---|---|---|
| 2% Lanthanated | Gold | AC/DC versatile use | Non-radioactive; excellent arc starts; longest life |
| 2% Ceriated | Gray | Low-amp AC/DC | Superior low-current performance; ideal for thin materials |
| 2% Thoriated | Red | DC steel/stainless | Stable arc; radioactive (handle with care) |
| 0.8% Zirconiated | White | AC aluminum | Resists contamination; maintains ball shape |
| Pure Tungsten | Green | AC only | Forms stable ball; limited current capacity |
Proper tungsten grinding technique is critical. Grind lengthwise (parallel to electrode length) to prevent arc wandering and ensure consistent arc direction.
For DC welding, grind a 20-30 degree included angle with a 2.5-3x diameter taper. A small flat (0.005-0.060") on the tip prevents erosion at high currents. For AC welding, ball the tip by running high amperage briefly on scrap material.
Amperage capacity by diameter:
- 1.0mm (0.040"): 10-75A DC / 10-60A AC
- 1.6mm (1/16"): 50-150A DC / 40-115A AC
- 2.4mm (3/32"): 100-250A DC / 80-180A AC
- 3.2mm (1/8"): 150-350A DC / 120-250A AC
TIG Torches and Consumables
Once you've selected your tungsten, the torch determines heat capacity and operator comfort.
Air-cooled torches handle up to 150A DC (115A AC) at 60% duty cycle. They're portable, require no external cooling, and work well for light-duty or field welding. Water-cooled torches are rated for higher amperages—280A DC (195A AC) at 100% duty cycle—making them essential for production environments where overheating would cause downtime.
Gas cup (nozzle) selection: Cups are sized in 1/16" increments (#5 = 5/16" inside diameter). Larger cups provide better shielding gas coverage but reduce visibility and access in tight spaces. For most applications, a #6 or #7 cup offers the best balance.
Gas lenses replace standard collet bodies with a mesh screen that creates laminar (smooth, non-turbulent) gas flow. Benefits include:
- 30-40% better shielding coverage
- Ability to extend tungsten stick-out up to 25mm for better visibility
- Reduced gas consumption at equivalent coverage
- Fewer porosity defects from turbulent gas flow
Shielding Gas and Filler Metals
Shielding gas protects the molten weld pool and hot tungsten from atmospheric contamination. 100% Argon is the standard choice for most TIG applications, with typical flow rates of 15-20 CFH (cubic feet per hour).
Argon-Helium mixtures (25-75% helium) increase heat input and penetration for thick aluminum or copper, but require higher flow rates—helium is lighter and escapes more easily.
Filler metal must match base metal composition and application requirements:
- Carbon Steel: ER70S-2 (AWS A5.18) - Contains deoxidizers for clean welds
- Stainless Steel: ER308L (AWS A5.9) for 304/304L base metal; ER316L for 316 stainless
- Aluminum: ER4043 (5% Silicon) for general purpose; ER5356 (5% Magnesium) for higher strength
- Titanium: ERTi-2 (commercially pure) for most applications
Filler rod diameter selection: Use 1.6mm (1/16") for materials under 3mm thick, 2.4mm (3/32") for 3-6mm materials, and 3.2mm (1/8") for thicker sections. Store rods in clean, dry conditions—contaminated filler is a primary cause of porosity.
Store rods in clean, dry conditions—contaminated filler is a primary cause of porosity. For precision repair applications, companies like Wintegral Engineering use micro-TIG welding alongside laser and plasma processes to achieve defect rates below 1% on tool and die repairs.
Fundamental TIG Welding Techniques
Setting Up for Success
Body positioning determines control. Sit or stand in a comfortable position that allows you to move smoothly along the entire joint length without awkward reaching. Rest your torch hand on a stable surface—your other hand, the workpiece, or a support—to maintain the critical 1.6-2.4 mm arc length within tight tolerances.
Cleanliness is non-negotiable in TIG welding. Contaminants cause porosity, cracking, and weld failure. Follow this systematic cleaning process:
- Degrease base metal with acetone or dedicated degreaser
- Wire brush with stainless steel brush (use dedicated brushes for each metal type)
- Remove oxide layers on aluminum with stainless brush or chemical etching
- Keep filler rods clean and dry; wipe before use
- Avoid touching cleaned surfaces with bare hands
Pre-weld preparation: Ensure tight fit-up (gaps under 1.6 mm for most applications). Use tack welds every 50-75 mm to maintain alignment and prevent distortion. Place tacks at the start and end of the joint, then fill in between.
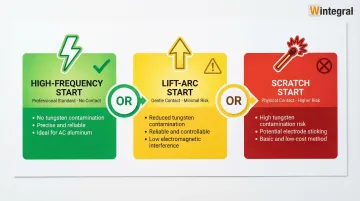
Arc Starting Methods
High-frequency (HF) start is the professional standard. A high-voltage, high-frequency spark ionizes the gap between tungsten and workpiece, allowing the welding arc to initiate without physical contact.
This prevents tungsten contamination and maintains electrode geometry. Note: HF can interfere with sensitive electronics; disable if working near computers or medical equipment.
Lift-arc start touches the tungsten to the workpiece at low amperage, then lifts to establish the arc. It's gentler than scratch start but still risks minor tungsten contamination. Use when HF causes interference issues.
Scratch start drags the tungsten across the workpiece like striking a match. It requires skill to avoid contaminating the tungsten and is generally avoided in professional applications.
Torch Control and Arc Length
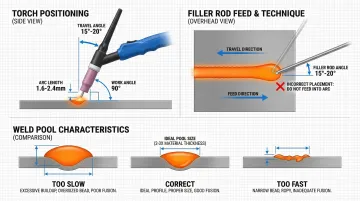
Once you've initiated the arc, maintaining proper torch angles ensures optimal gas coverage and weld profile:
- Work angle: 90 degrees (perpendicular) to the joint for butt welds; 45 degrees for fillet welds
- Travel angle: 15-20 degrees from vertical, tilted in the direction of travel
- Arc length: 1.5× tungsten diameter as a starting point (2.4 mm for 1.6 mm tungsten)
Recognizing proper arc characteristics: A correct arc produces a tight, focused cone with a steady, quiet hum.
An arc that's too long wanders, crackles, and produces a wider, less controlled weld pool. An arc that's too short creates an unstable, sputtering arc that risks tungsten contamination.
Filler Rod Manipulation
Hold the filler rod at 15-20 degrees to the workpiece surface, feeding it into the leading edge of the weld pool—not directly into the arc. Dipping filler into the arc causes spatter and inconsistent bead formation.
Critical technique: Keep the filler rod under the gas shroud at all times. Exposing hot filler to atmosphere causes oxidation, which introduces defects when you dip it back into the puddle. Maintain a consistent dipping rhythm—typically one dip per 1-2 seconds—coordinated with your torch movement.
Travel Speed and Heat Control
Judge travel speed by observing the weld pool. The puddle should be bright, fluid, and roughly 2-3× the material thickness in diameter. Too slow creates an oversized, convex bead with excessive heat input. Too fast produces a narrow, ropy bead with insufficient penetration.
Use amperage control for real-time heat management. Foot pedals offer the smoothest control; fingertip controls work well for positional welding where foot access is limited. Increase amperage when the puddle becomes sluggish or when starting on thick sections. Decrease amperage to prevent burn-through on thin materials or when approaching the end of a joint.
Weld Termination and Post-Flow
Crater filling prevents crack initiation at weld ends. As you approach the end of the joint, slow your travel speed and add extra filler to fill the crater that forms when you break the arc. Some welders reverse direction slightly while reducing amperage to create a smooth, filled termination.
Post-flow gas protects the cooling tungsten and weld pool from oxidation. Rule of thumb: 1 second of post-flow for every 10 amps of welding current. A 150A weld requires 15 seconds of post-flow. Insufficient post-flow causes tungsten oxidation (white or gray coating) and potential weld contamination.
Advanced TIG Welding Tips
Pulse TIG modulates current between peak and background levels at frequencies from 0.1 to 500 pulses per second. Low-frequency pulse (0.5-10 Hz) creates visible ripples in the bead and helps time filler rod additions—add filler during the peak current phase.
High-frequency pulse (100-500 Hz) constricts the arc for deeper penetration while reducing overall heat input, minimizing distortion on thin materials.
Set background current to 25-35% of peak current to maintain the arc without melting base metal. For example, if peak current is 150A, set background to 40-50A.
Pulse frequency selection depends on material thickness:
- 1-3 Hz for thick sections where you want to time filler additions
- 10-50 Hz for general heat reduction
- 100+ Hz for maximum arc control on thin materials
Walking the cup technique for pipe welding uses a large ceramic cup (#10-#12) as a pivot point. Rest the cup edge on the pipe surface and rock it in a rhythmic motion while progressing around the joint.
This provides incredibly steady torch control and consistent arc length—essential for root pass welding where any variation causes defects. The technique requires practice but delivers professional results on pipe diameters from 50mm upward.
Back purging prevents sugaring (oxidation discoloration) on the backside of stainless steel and titanium welds. For titanium, oxygen levels must stay below 20 ppm to prevent embrittlement—any blue, violet, or white discoloration indicates rejection per AWS D17.1 aerospace standards.
Create a purge dam using water-soluble paper or tape to seal off the backside, then flow argon at 10-15 CFH for several minutes before welding. Continue purging throughout the weld and for 2-3 minutes after completion.
Common TIG Welding Mistakes to Avoid
Tungsten contamination occurs when the electrode touches the weld pool or filler rod, depositing tungsten particles in the weld. These inclusions create stress risers that initiate cracks under load.
Immediate fix: stop welding, break the arc, regrind the tungsten to remove contamination, and resume. Prevention: maintain consistent 1.6-2.4mm arc length, develop steady hand control through practice, and use high-frequency start instead of scratch start.
Another common issue is porosity. Porosity appears as small holes or voids in the weld caused by gas entrapment during solidification. Common causes include:
- Contaminated base metal (oil, grease, paint, rust)
- Moisture on filler rods
- Inadequate shielding gas coverage from low flow rates, leaks, or drafts
- Excessive gas flow creating turbulence (over 12 LPM)
Prevent porosity by thoroughly cleaning all surfaces, storing filler rods properly, and checking gas lines for leaks. Use gas lenses for better coverage and shield the weld area from drafts with windscreens or welding curtains.
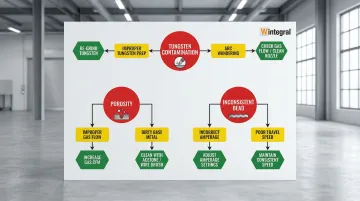
Inconsistent bead appearance stems from erratic arc length, variable travel speed, or irregular filler addition. The cure is deliberate practice:
- Weld straight lines on flat plate, maintaining constant arc length
- Focus on steady torch movement and consistent travel speed
- Practice filler rod manipulation separately until automatic
- Record yourself welding to identify technique inconsistencies
At Wintegral Engineering's welding studios, we've seen these issues in thousands of tool and die repairs. Mastering these fundamentals reduces defects and improves weld quality across all precision applications.
TIG Welding Safety Best Practices
TIG welding produces intense UV radiation, electrical hazards, and metal fumes that demand strict safety protocols. Whether you're working on precision tool repairs or industrial fabrication, these safety practices protect you from both immediate dangers and long-term health risks.
Personal protective equipment is mandatory:
- Auto-darkening helmet with shade 10-13 for TIG welding (shade 10 for under 50A, shade 12 for 50-150A, shade 14 for over 150A)
- TIG-specific gloves offering heat resistance with good dexterity (thin leather or hybrid materials)
- Flame-resistant cotton or treated synthetic clothing (avoid polyester—it melts)
- Leather apron or jacket for overhead or out-of-position welding
- Proper ventilation or fume extraction—even "clean" TIG welding produces metal fumes
Electrical hazards pose serious risks in any welding environment. Electrical safety considerations:
- Ensure proper workpiece grounding to prevent shock hazard
- Never touch the tungsten electrode while the machine is energized
- High-frequency start can interfere with pacemakers—consult a physician if you have implanted medical devices
- Keep workspace dry to prevent electrocution
- Inspect cables regularly and replace any worn conductors
Compressed gas cylinders require careful handling to prevent injuries and asphyxiation. Shielding gas cylinder safety:
- Secure cylinders upright with chains or straps to prevent tipping
- Install valve protection caps when cylinders aren't in use
- Never use oil or grease on regulators or fittings
- Leak-check all connections with soapy water before welding
Asphyxiation warning: Argon and helium are odorless, colorless, and heavier than air. They displace oxygen in confined spaces, causing rapid unconsciousness and death without warning.
Always ensure adequate ventilation, especially in pits, tanks, or enclosed areas. At facilities like Wintegral Engineering's welding studios in Bengaluru and Pune, multi-process welding environments require continuous ventilation monitoring to maintain safe oxygen levels across different work zones.
Frequently Asked Questions
What is the difference between TIG and MIG welding?
TIG uses a non-consumable tungsten electrode with manually fed filler rod, offering precise control for thin materials and exotic metals. MIG uses a consumable wire that feeds automatically, providing faster speeds and easier operation for production welding on thicker materials.
How long does it take to learn TIG welding?
Basic competency requires 40-80 hours of focused practice for steady torch control. Intermediate proficiency takes 6-12 months of regular welding across different materials and positions, while mastery develops continuously throughout a welder's career.
What metals can be welded with TIG?
TIG welds virtually all metals: carbon steel, stainless steel, tool steel, aluminum, magnesium, titanium, copper, brass, bronze, nickel alloys, and exotic metals like Inconel and Hastelloy. DC electrode negative (DCEN) is used for steel, stainless, titanium, copper, and most metals. AC is specifically required for aluminum and magnesium to break through their tenacious oxide layers.
Do I need AC or DC for TIG welding?
DC (Direct Current) electrode negative is the standard setting for steel, stainless steel, titanium, copper, and most metals. It provides a stable, focused arc with deep penetration. AC (Alternating Current) is essential for aluminum and magnesium because the electrode-positive portion of the cycle breaks through surface oxides that would otherwise prevent proper fusion.
Why is my TIG weld contaminated or porous?
Common causes include insufficient shielding gas coverage, contaminated base metal or filler rod, and moisture in gas lines. Remediation steps: verify gas flow at 7-9 LPM, thoroughly degrease and wire brush materials, use gas lenses for better coverage, and ensure filler rods are clean and dry.
What causes tungsten contamination in TIG welding?
Tungsten contamination occurs when the electrode dips into the molten weld pool or touches the filler rod, depositing tungsten particles that create defects. Prevention strategies include maintaining proper 1.6-2.4mm arc length through steady hand control, using high-frequency start to avoid contact during arc initiation, and immediately replacing and regrinding the electrode when contamination occurs. With practice, proper technique eliminates tungsten contamination entirely.
For precision mould and die repair requiring consistent TIG quality—such as damaged pressure die casting tooling or plastic injection moulds—specialized micro-welding facilities provide multiple welding processes and quality control procedures suited to industrial applications. Wintegral Engineering offers precision welding services including TIG, Micro-Plasma, and Laser Welding for tool and die repair, serving pressure die casting, plastic injection moulding, and metal machining industries throughout India. For critical tooling repairs where downtime affects production schedules, experienced welding services help maintain component integrity.