Introduction
When manufacturing professionals face inconsistent weld quality and defect rates exceeding 20%, production schedules suffer and costs escalate. These challenges are particularly acute for tool and die makers and mould manufacturers who require precision joining at scale.
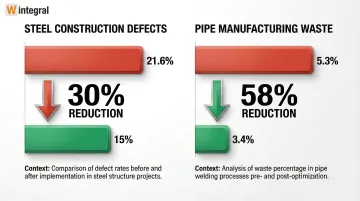
Standardized welding procedures offer a proven solution. Industry research shows that proper production welding implementation reduces defect rates from 21.6% to 15%, delivering measurable quality improvements.
This guide covers what production welding is, how it differs from other welding approaches, the processes involved, and where it delivers maximum value for tool manufacturers, die makers, and mould fabricators.
Key Takeaways
- Standardized, repeatable welding procedures deliver consistent results across high-volume metal components
- Automation and process control boost efficiency by 30-40% over custom fabrication
- Robotic systems achieve 90% arc-on time versus 10-30% manual, slashing labour costs
- Applied in tool and die repair, precision mould restoration, and automotive component manufacturing
What Is Production Welding?
Production welding is a manufacturing process that uses standardized welding procedures to join metal components in a repeatable, high-volume production environment.
Unlike one-off custom fabrication, production welding follows documented Welding Procedure Specifications (WPS) that specify exact parameters for materials, equipment, techniques, and quality standards.
The primary goal is creating consistent, high-quality welds across multiple identical parts. Each weld must meet the same specifications, ensuring structural integrity across thousands or even millions of components.
How Production Welding Differs from Custom Welding
Key differences include:
| Feature | Production Welding | Custom Fabrication Welding |
|---|---|---|
| Repeatability | High; follows standard procedures with minimal variation | Low; adapts to unique project requirements |
| Volume | High throughput; designed for continuous operation | One-off projects with flexible schedules |
| Fixturing | Uses dedicated, reusable fixtures for consistent positioning | Uses clamps and temporary supports |
| Documentation | Requires qualified WPS/PQR procedures | May use general workmanship standards |
| Quality Control | Integrated real-time monitoring and testing | Primarily post-fabrication inspection |

Why Production Welding Is Used in Manufacturing
Cost Efficiency Through Standardization
Production welding enables significant cost reductions through standardized processes and economies of scale. Robotic welding cells can increase arc-on time to 90% in serial production, compared to just 10-30% for manual welding.
This efficiency allows one robotic cell to potentially replace the output of multiple manual welders.
Documented productivity gains include:
- Up to 12-fold productivity increase for stainless steel pipe welding
- 12.7% cycle time reduction in automotive spot welding operations
- 3-5 fold gains for carbon steel applications
Quality Consistency and Defect Reduction
Standardized procedures dramatically lower defect rates by reducing process variability.
Research shows that implementing Six Sigma methodologies with standardized welding procedures reduced defect rates from 21.6% to 15% in steel construction applications.
In pipe manufacturing, Lean Six Sigma tools reduced waste from 5.3% to 3.4% of total raw material weight, representing a 58% reduction in monetary losses. This consistency ensures each weld meets the same specifications, critical for safety-critical applications in automotive, aerospace, and industrial equipment.
Structural Integrity and Safety
Production welding creates strong, reliable joints that often exceed the strength of base materials.
Key strength factors include:
- Nugget diameter directly determines resistance spot weld (RSW) strength
- Shear load calculated as P = 120d² (P in Newtons, d in millimeters)
- AWS C1.1 formulas ensure minimum weld button shear strength
- Material thickness and tensile strength define structural requirements
Scalability for High-Volume Manufacturing
Production welding allows manufacturers to increase output without proportional cost increases in quality variation or labor costs. Once procedures are qualified and documented, the same process can be replicated across multiple shifts, facilities, or production lines while maintaining consistent quality.
This scalability is essential for:
- Automotive body-in-white assembly (thousands of welds per vehicle)
- Appliance manufacturing (consistent joining of sheet metal components)
- Construction equipment (high-strength structural welds)
- Indian die casting and moulding operations (precision repairs at scale)
Support for Lean Manufacturing
Production welding supports lean principles by minimizing waste, optimizing material usage, and enabling just-in-time production strategies. Standardized procedures reduce rework, scrap, and the need for extensive post-weld inspection, allowing manufacturers to maintain efficient flow through production cells.
How Production Welding Works
Standardized Welding Procedure Specifications (WPS)
Production welding follows documented WPS that serve as the "recipe" for creating consistent welds. These specifications detail required variables including amperage, voltage, travel speed, base metal composition, filler material, and shielding gas parameters.
Each WPS is supported by a Procedure Qualification Record (PQR) that documents the actual welding variables used to produce an acceptable test weld.
This documented proof ensures the procedure will consistently produce quality welds when followed correctly.
Preparation Phase
Materials are cut, cleaned, and positioned according to exact specifications. Fixtures and jigs ensure consistent part placement, eliminating variation that could affect weld quality.
Surface preparation removes contaminants, coatings, or oxides that could compromise the weld.
For high-volume operations, dedicated fixturing allows rapid part loading and positioning, minimizing non-productive time between welds.
Core Welding Process
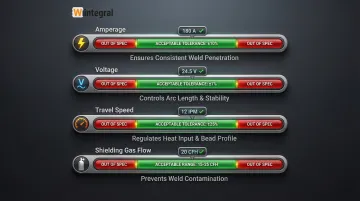
Once preparation is complete, trained welders or automated systems apply heat and filler material following the WPS, with parameters precisely controlled:
- Amperage: Controlled within ±10% for consistent penetration
- Voltage: Maintained within ±7% to control arc length
- Travel speed: Regulated within ±25% for proper heat input
- Shielding gas: Flow rate monitored to prevent atmospheric contamination
These tight tolerances ensure every weld receives the same heat input and produces consistent mechanical properties.
Quality Control Integration
Production welding incorporates real-time monitoring and post-weld inspection to verify each weld meets specifications. Advanced systems using AI and sensor fusion have achieved 98.5% accuracy in detecting resistance spot welding defects like overburning and cold welds in real-time.
This immediate feedback allows for process correction before defective parts proceed through production, significantly reducing scrap rates.
Automation and Robotic Welding
Robots increase speed and consistency while operating continuously without fatigue. In automotive manufacturing, over 70 arc welding robots can automate 80% of welding for ATV and four-wheeler frames.
These systems use specific cells for different frame components to maintain high throughput.
Robotic systems eliminate human variability, ensure perfect repeatability of torch angle and travel speed, and can access difficult joint configurations consistently.

Where Production Welding Is Applied
Automotive Manufacturing
The automotive industry is the largest consumer of production welding, particularly resistance spot welding. A single car body contains thousands of spot welds, making standardized procedures essential for quality and efficiency.
Body-in-white assembly lines use digital engineering and robotic simulation to optimize weld gun selection and distribution.
Construction Equipment and Heavy Machinery
Heavy machinery manufacturers rely on production welding for structural frames, booms, and attachments in excavators, bulldozers, and agricultural equipment.
These applications demand high-strength welds that withstand extreme loads and harsh operating conditions.
Tool and Die Manufacturing and Repair
Repairing worn molds, dies, and precision tooling represents a critical production welding application. Companies like Wintegral Engineering specialize in using advanced welding processes including laser welding, micro-plasma welding, and hybrid techniques to restore precision tooling, extending equipment life and avoiding costly replacements.
Why tool repair through production welding matters:
- Tool replacement costs can reach ₹10,00,000 or more
- Repair turnaround is faster than manufacturing new tooling
- Welding preserves the original tool geometry and surface finish
Appliance and Metal Fabrication
Appliance manufacturers producing refrigerators, washing machines, and HVAC equipment use production welding for consistent joining of sheet metal assemblies.
High-volume production lines require repeatable procedures to maintain quality across millions of units.
Repair and Refurbishment Operations
Production welding procedures can standardize repair processes for equipment maintenance, reducing downtime and costs. Rather than treating each repair as a unique project, standardized procedures allow consistent, predictable results for common failure modes.
Key Factors That Affect Production Welding Quality
Material Properties
Base metal composition, thickness, and compatibility with filler materials directly impact weld quality:
- Coatings: Galvanised coatings can cause solidification cracking due to low zinc melting points; AWS D1.1 recommends low admixture procedures
- Thickness: Material gauge dictates essential variables in resistance spot welding, with specific parameter adjustments required for different thicknesses
- Alloy composition: Carbon content, alloying elements, and heat treatment state affect weldability and require specific filler material selection
Welding Parameters
AWS D1.1 establishes strict limits on parameter variations for prequalified procedures. These parameters interact with environmental factors to determine final weld quality:
| Parameter | Allowable Variation | Impact on Quality |
|---|---|---|
| Amperage | ±10% | Affects penetration and fusion depth |
| Voltage | ±7% | Influences arc length and bead shape |
| Travel Speed | ±25% | Critical for heat input control and cooling rates |
| Shielding Gas Flow | ≥25% increase, ≥10% decrease | Prevents porosity and atmospheric contamination |
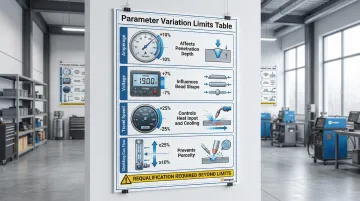
Deviations beyond these limits require procedure requalification to ensure continued quality.
Environmental Conditions
Temperature, humidity, and cleanliness of the work environment significantly affect weld quality. Key environmental controls include:
- Wind velocity: AWS D1.1 restricts GMAW, GTAW, and EGW in drafts exceeding 8 km/h unless shelter is provided
- Temperature: Welding is generally restricted when ambient temperature falls below -20°C
- Moisture: Shielding gas must have a dew point of -40°C or lower to prevent hydrogen-induced cracking
- Cleanliness: Contaminants like oil, paint, or rust must be removed to prevent defects
For precision applications requiring micro-welding—such as repairing injection moulds or pressure die casting tools—environmental control becomes even more critical. Controlled welding studios maintain stable conditions to achieve the tight tolerances these applications demand.
Common Issues and When Production Welding May Not Be Appropriate
Not Simply "Repetitive Welding"
A common misconception is that production welding is merely performing the same weld repeatedly. The reality involves rigorous procedure qualification, welder certification, and continuous quality monitoring.
Key qualification requirements include:
- Personnel trained and certified to specific procedures
- AWS B5.1 qualification levels: Associate Welding Inspector (AWI), Welding Inspector (WI), and Senior Welding Inspector (SWI)
- Regular recertification to maintain standards
ISO 9606-1 requires welder testing every three years or testing of two welds every two years to maintain certification validity.
When Custom Welding Is More Appropriate
Production welding may be inefficient for:
- Unique, one-off projects requiring frequent procedure changes
- Prototype development where designs are still evolving
- Repair work on unknown or variable base materials
- Projects with extremely low volumes that don't justify procedure qualification costs
For these applications, custom welding approaches with adaptable techniques are more cost-effective.
Beyond choosing between production and custom welding, some projects call for entirely different joining methods.
When Alternative Joining Methods Are Better
For specific applications, processes other than welding may be preferable:
Brazing works best when:
- Joining dissimilar metals
- Base metal melting must be avoided
- Minimizing distortion is critical due to lower heat input
Adhesive bonding excels for:
- Distributing stress over wider areas
- Joining dissimilar materials (metal to plastic)
- Providing electrical insulation between components
- Avoiding metallurgical changes from high-heat processes
For repair work on precision tools and dies—where production welding procedures aren't practical—Wintegral Engineering's micro-welding capabilities offer the adaptability needed for one-off repairs across diverse base materials and configurations.
Conclusion
Production welding forms the backbone of modern manufacturing, enabling consistent, high-quality metal joining at scale. Through standardized procedures, automated systems, and rigorous quality control, manufacturers achieve defect reductions of 30% or more while increasing productivity by factors of 3-12 depending on the application.
Mastering these processes, applications, and quality factors allows manufacturers to optimize operations and make informed decisions about welding services. From repairing precision moulds and dies to joining critical tooling components, production welding techniques deliver the consistency and reliability that Indian manufacturing demands.
Companies like Wintegral Engineering demonstrate how precision production welding—with defect rates below 1%—extends tool life and reduces downtime for plastic injection moulding, die casting, and metal machining operations. Whether you're maintaining thousands of tools annually or restoring high-value dies, the right welding approach ensures your equipment performs reliably and your production schedules stay on track.
Frequently Asked Questions
What is a production weld?
A production weld joins metal components using standardised, repeatable procedures that ensure consistency across multiple parts. It follows documented Welding Procedure Specifications (WPS) specifying exact parameters for materials, equipment, and techniques.
What are the four types of welds?
The four basic weld types are butt welds (joining edges in the same plane), fillet welds (joining surfaces at angles), plug welds (filling holes to fuse members), and groove welds (filling prepared grooves between parts).
What is the difference between production welding and custom welding?
Production welding uses standardised procedures for repetitive, high-volume work with dedicated fixturing and documented quality control, while custom welding involves unique fabrication projects requiring adaptable techniques for one-off or small-batch items.
What industries commonly use production welding?
Key industries include automotive manufacturing (body assembly, chassis, exhaust systems), construction equipment, aerospace, appliance manufacturing, tool and die production, and metal fabrication shops. Any sector requiring consistent, high-volume metal joining benefits from production welding.
How does robotic welding improve production welding efficiency?
Robotic welding increases arc-on time from 10-30% (manual) to 90% (automated), operates continuously without fatigue, maintains perfect repeatability of torch positioning, and reduces defect rates through consistent parameter control. This can deliver 3-12 fold productivity increases depending on the application.
What quality standards apply to production welding?
Production welding must comply with standards like AWS D1.1 (structural steel), AWS D17.1 (aerospace), and ISO 3834 (quality requirements), plus customer-specific requirements. These include qualified WPS, PQR documentation, and certified welder qualifications.