Introduction
Aluminum ranks among the most widely used metals in Indian manufacturing, particularly in automotive, die casting, and aerospace sectors. Yet this versatile material presents significant welding challenges.
Its thermal conductivity is three times higher than steel, transferring heat away from the weld zone at remarkable speed. The melting point of just 660°C paired with a surface oxide layer that melts at 2,037°C explains why traditional welding methods struggle.
Conventional TIG and MIG welding often produce porosity rates of 1-3%, heat distortion reaching 3mm on meter-long sheets, and weak joints requiring extensive grinding. For manufacturers working with precision moulds and dies, these defects are unacceptable.
India's aluminum die-casting market is projected to grow by USD 10.61 billion at a CAGR of 11.1% through 2029, driven largely by automotive demand. This growth demands welding technology that delivers precision, speed, and defect-free results.
Laser welding has emerged as the solution. By delivering concentrated energy through spot sizes as small as 0.2mm, fiber lasers provide intense heat exactly where needed. The result: minimal distortion, superior weld quality, and processing speeds 2-5 times faster than traditional methods.
TLDR: Key Takeaways
- Reduces heat distortion to under 0.1mm on meter-long aluminum sheets
- Handles aluminum from 0.5mm sheets to 6mm+ structural components
- Welds 2-5 times faster than conventional arc welding methods
- Achieves porosity levels ≤0.1%, compared to 1-3% typical with TIG welding
- Critical for mold repair, EV battery housings, and aerospace applications
Why Laser Welding is Ideal for Aluminum
Aluminum's Unique Welding Challenges
Aluminum's physical properties create three major obstacles:
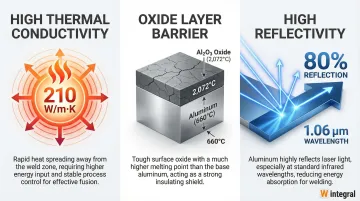
- High Thermal Conductivity: At approximately 210 W/m·K, aluminum spreads heat rapidly, making it difficult to establish a stable melt pool before energy reaches surrounding material
- Low Melting Point with High-Melting Oxide: Pure aluminum melts at 660°C, but the aluminum oxide (Al₂O₃) layer that forms instantly on exposed surfaces melts at 2,072°C—this oxide barrier must be penetrated before welding can occur
- High Reflectivity: Solid aluminum reflects approximately 80% of laser light at the 1.06 µm wavelength used by fiber lasers, though absorption increases dramatically once a keyhole forms
Precision Heat Control
Laser welding overcomes these challenges through concentrated energy delivery. The laser beam focuses to spot sizes of 0.3-0.8mm for aluminum applications, creating power densities that instantly penetrate the oxide layer.
This focused approach establishes a melt pool before heat spreads, delivering energy only where needed and leaving surrounding material unaffected.
Minimal Heat-Affected Zone
The narrow, concentrated heat input produces a remarkably small heat-affected zone (HAZ). Laser welding creates distortion of less than 0.1mm on a 1-meter aluminum sheet, compared to up to 3mm with TIG welding. This precision is essential for thin aluminum components in molds, dies, and aerospace structures where dimensional accuracy cannot be compromised.
The minimal HAZ also preserves material properties. Unlike arc welding methods that heat large areas, laser welding's localized energy minimizes grain growth and maintains strength characteristics adjacent to the weld.
Superior Weld Quality
Optimized laser welding achieves porosity levels of 0.1% or less, a dramatic improvement over the 1-3% typical of TIG welding. The process produces strong, clean welds with near-invisible seams requiring minimal post-weld grinding. Without filler wire feeding through the weld pool, there's no risk of wire contamination or inconsistent filler addition that plague conventional methods.
Speed and Efficiency
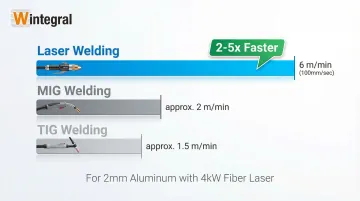
Laser welding operates at speeds unmatched by traditional methods. For 2mm aluminum, a 4kW fiber laser achieves welding speeds of 6 m/min (100mm/sec). Thinner materials? Even faster.
This represents a 2-5 times speed advantage over TIG/MIG welding, translating directly to reduced cycle times and increased throughput. For mould and die repair applications requiring precision aluminum work, this speed advantage significantly reduces production downtime.
The Laser Welding Process for Aluminum
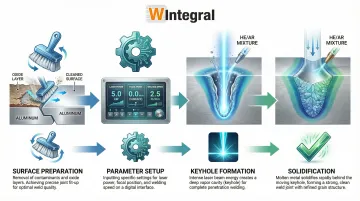
Surface Preparation
Proper surface preparation determines weld quality. The hydrated oxide layer on aluminum surfaces is the primary source of hydrogen porosity, making its removal critical.
Cleaning Requirements:
- Remove oxide layer using mechanical methods (wire brushing, grinding) or chemical cleaning (acetone, alcohol)
- Eliminate all oils, dirt, and contaminants from the joint area
- Minimize time between cleaning and welding to under 24 hours to prevent oxide reformation
Joint Fit-Up:
- Maintain gaps not exceeding 10% of material thickness (typically <0.1mm for optimal results)
- Use proper fixturing to maintain alignment during welding
- Ensure consistent joint preparation along the entire weld length
Laser Welding Parameters
Once surface preparation is complete, selecting the right laser parameters ensures quality welds.
Power Requirements:
Fiber lasers for aluminum typically range from 1kW to 6kW, with selection based on material thickness:
- 2mm thickness: 4kW achieves speeds of 6 m/min
- 3mm thickness: 5kW required for speeds of 5 m/min
- Thicker materials: Higher power or reduced speed necessary
Beam Focus and Spot Size:
Focus diameter directly affects penetration depth and weld width. Typical spot sizes of 0.3-0.8mm for aluminum create the power density needed for keyhole welding.
Smaller spots increase power density for deeper penetration, while larger spots distribute energy for wider, shallower welds.
Welding Speed Considerations:
Speeds of 3-5 mm/s significantly reduce hydrogen pores and cracks in high-silicon aluminum alloys. The optimal speed balances penetration depth, weld quality, and productivity. Too fast results in incomplete fusion; too slow creates excessive heat input and potential distortion.
Process Execution
After parameter setup, the actual welding process follows a precise sequence:
Welding Sequence:
The laser beam strikes the aluminum surface, rapidly heating it beyond the melting point. In keyhole mode, the intense energy creates a vapor cavity (a deep channel) that extends into the material.
As the beam moves along the joint, molten aluminum flows around the keyhole and solidifies behind it, forming the weld.
Shielding Gas Requirements:
Inert shielding gas protects molten aluminum from atmospheric contamination:
- A mixture of 50% helium and 50% argon improves penetration depth and suppresses porosity more effectively than pure argon
- Helium's properties reduce plasma formation (ionized gas clouds) that can interfere with the laser beam reaching the material
- Gas flow rate and nozzle positioning affect coverage and weld quality
For aerospace-grade quality, high-purity, low-dew-point research-grade helium is recommended to eliminate moisture-related porosity.
Types of Laser Welding for Aluminum
Conduction Mode Welding
Conduction mode occurs at lower power densities where heat transfers primarily through conduction rather than keyhole formation. This mode produces welds wider than they are deep, with penetration typically limited to 2mm.
Applications:
- Thin aluminum sheets (0.5-2mm)
- Cosmetic applications requiring superior surface finish
- Hermetic sealing of enclosures
- Applications where shallow, wide welds are preferred
Keyhole Mode Welding
Keyhole mode occurs above a threshold power density of approximately 1.35 kW/mm P/d ratio, creating a vapor-filled cavity that allows deep penetration. This cavity acts as a channel for the laser beam to reach deeper into the material.
The threshold irradiance (minimum laser intensity needed) varies by aluminum alloy:
| Alloy Series | Threshold Irradiance (W/cm²) | Common Applications |
|---|---|---|
| 5000 Series | 0.8-3 x 10⁶ | Marine components, pressure vessels |
| 6000 Series | 1-5 x 10⁶ | Structural parts, automotive components |
This deeper penetration mode enables stronger structural joints in a single pass.
Characteristics:
- Deep penetration (2-6mm+) in single-pass welds
- Narrow weld width relative to depth
- Higher welding speeds than conduction mode
- Suitable for structural joints and thick components
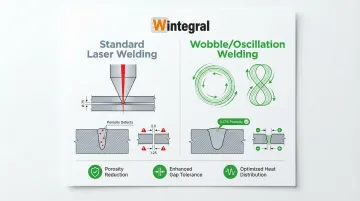
Wobble/Oscillation Welding
Newer beam oscillation technology moves the laser spot in circular, figure-eight, or other patterns during welding. This stirring action provides multiple benefits:
Advantages:
- Reduces porosity to 0.17% in lap-butt joints by stabilizing the keyhole
- Improves gap bridging capability, increasing tolerance to joint fit-up variations
- Distributes heat more evenly, reducing hot cracking susceptibility
- Creates wider welds while maintaining penetration depth
Applications of Laser Welding Aluminum
Mold and Die Repair
Precision aluminum molds for plastic injection molding and die casting represent significant capital investments. When wear or damage occurs, laser welding provides restoration with minimal heat distortion that could compromise dimensional accuracy.
The process deposits material exactly where needed, maintaining critical tolerances that traditional welding methods would destroy.
Companies like Wintegral Engineering specialize in mold and die repair using multiple welding processes, including laser welding, to restore worn or damaged aluminum tooling.
Their experience repairing thousands of precision molds demonstrates how laser welding maintains the tight tolerances essential for continued production.
Automotive Industry Applications
Beyond precision repair, laser welding aluminum drives volume manufacturing across industries. The automotive industry contributed approximately 40% to India's secondary aluminum demand in 2023, expected to rise to 40-45% by 2025.
Key applications include:
- EV Battery Enclosures: The laser welding systems market for EV batteries reached USD 1.62 billion in 2024, projected to reach USD 4.24 billion by 2033. Aluminum housings require hermetic seals with minimal distortion.
- Body Panels: Lightweight aluminum panels for weight reduction
- Structural Components: Crash management systems and chassis elements
- Fuel Tanks: Leak-proof welds for aluminum fuel systems
Aerospace Components
Aerospace applications demand the highest quality standards. Laser welding meets stringent specifications like AWS D17.1 for fusion welding, producing defect-free welds in:
- Aircraft Structural Components: Load-bearing assemblies requiring verified weld integrity
- Fuel System Assemblies: Leak-proof joints for fuel lines and tanks
- Engine Components: High-strength joints withstanding extreme temperatures
- Critical Safety Components: Applications where weld failure is unacceptable
Electronics and Heat Sinks
Thin aluminum components for thermal management systems, electronic enclosures, and consumer electronics benefit from laser welding's precision. The minimal heat input prevents warping of thin-gauge material while creating strong, conductive joints essential for heat dissipation.

Laser Welding vs Other Welding Methods
| Feature | Laser Welding | TIG Welding | MIG Welding |
|---|---|---|---|
| Speed | Fast (2-5x faster; up to 10 m/min) | Slow | Moderate |
| Heat Input / HAZ | Very low (<0.1mm distortion) | High (up to 3mm warpage) | High; wide HAZ |
| Porosity | Low (≤0.1% achievable) | Moderate (1-3% typical) | Moderate; prone to spatter |
| Gap Tolerance | Tight (<10% thickness) | Good (filler fills gaps) | Good |
| Skill Requirement | Low (automated/parameter driven) | High (manual skill critical) | Moderate |
| Equipment Cost | High capital investment | Low capital, high operational cost | Moderate |
| Post-Processing | Minimal; often ready for use | High; grinding/cleaning required | High |
When to Choose Laser Welding
Laser welding works best for specific applications:
- High-volume production where speed and automation reduce per-unit costs and cycle time directly impacts profitability
- Thin aluminum materials under 3mm thick, where minimal heat input prevents the distortion common in arc welding
- Cosmetic applications requiring near-invisible weld seams with minimal finishing for visible components
- Precision mould and die repair where dimensional accuracy is critical—Wintegral Engineering's repair services leverage laser welding's localized heat input to restore dies weighing from 50 grams to over 20 tons with less than 1% defect rates
Best Practices and Tips for Laser Welding Aluminum
Material Selection Considerations
Not all aluminum alloys respond equally to laser welding. Choosing the right material significantly impacts weld quality and defect prevention.
Excellent Weldability:
- 5xxx series (5052, 5083): Highly suitable for laser welding with minimal cracking tendency
Good Weldability:
- 6xxx series (6061): Weldable but susceptible to hot cracking; often requires filler wire (4043/4047) or optimized parameters
- 1xxx series: Pure aluminum alloys weld well but offer lower strength
Challenging Weldability:
- 2xxx series: High copper content creates hot cracking susceptibility
- 7xxx series: High zinc content makes these alloys poor candidates for autogenous (no filler wire) laser welding
Hot Cracking Mitigation
Material selection directly influences your biggest welding challenge: hot cracking. This defect is strictly prohibited in high-quality welds per ISO 13919-2 standards.
Prevention Strategies:
- Use filler wires with high silicon content (4043/4047) to alter weld metal chemistry
- Optimize welding parameters to reduce the mushy zone size
- Use ramping-down pulse shapes for spot welding to reduce critical strain rates
- Control heat input to minimize thermal stresses during solidification
Quality Control Measures
Inspection Methods:
- Visual examination for surface defects, discoloration, or irregularities
- Dye penetrant testing to reveal surface-breaking cracks
- Radiographic inspection for internal porosity and lack of fusion
- Macro-metallurgical examination to verify weld penetration and structure
Standards Compliance:
- ISO 13919-2 defines quality levels for imperfections in laser-welded aluminum
- AWS D17.1 specifies requirements for aerospace fusion welding
- AWS C7.4 governs process specification and operator qualification for laser beam welding
When to Seek Professional Services
Some aluminum welding applications demand specialized expertise:
- Critical mold repairs where tooling failure halts production
- Complex geometries with difficult access or intricate joint configurations
- High-value aerospace or automotive components where quality cannot be compromised
- Multi-process requirements combining laser welding with micro-plasma or hybrid techniques
For manufacturers across India handling precision aluminum repairs on molds and dies, facilities like Wintegral Engineering in Bengaluru and Pune provide multi-process capabilities tailored to these challenging applications.
Frequently Asked Questions
Can you laser weld aluminium?
Yes, aluminium can be effectively laser welded. Fiber lasers are particularly well-suited for aluminium despite its high reflectivity, as absorption increases dramatically once the material melts and forms a keyhole.
How thick can you laser weld aluminium?
Laser welding handles aluminium from 0.5mm thin sheets up to 6mm+ in single-pass welds. Thicker materials are possible using multi-pass techniques or higher power lasers (6kW+).
What are the main challenges when laser welding aluminium?
The three main challenges are aluminium's high reflectivity (80% reflection before melting), the oxide layer requiring penetration or removal, and high thermal conductivity demanding careful heat management for a stable melt pool.
Is laser welding better than TIG welding for aluminium?
Laser welding excels in speed (2-5x faster), precision, and minimal distortion—ideal for high-volume production. TIG welding offers better gap tolerance and is more suitable for repair work where joint fit-up varies.
What aluminium alloys can be laser welded?
Most commonly laser-welded alloys include 1xxx (pure aluminium), 3xxx, 5xxx (5052, 5083), and 6xxx (6061) series. The 2xxx and 7xxx series are more crack-sensitive and require special techniques or are best avoided for critical applications.
What surface preparation is needed for laser welding aluminium?
Aluminium surfaces must be cleaned of oils, dirt, and oxide layer using mechanical methods (wire brushing, grinding) or chemical cleaning (acetone, alcohol). Preparation should occur within 24 hours of welding to prevent oxide reformation, and joint gaps should not exceed 10% of material thickness.