Introduction: The Evolution of Precision Manufacturing
Manufacturing engineers face a persistent challenge: how do you reliably join components thinner than a human hair without damaging them? As devices shrink and precision requirements tighten, traditional welding methods simply cannot deliver the control needed for microscale assembly.
The demand for precision joining is accelerating across manufacturing sectors. Tool and die makers must repair damaged mould cavities measuring less than 0.5mm without affecting adjacent surfaces. Pressure die casting manufacturers need to restore worn cores and inserts where traditional welding causes warping.
Indian manufacturers face particular pressure as automotive and electronics clients demand tighter tolerances while reducing repair budgets and turnaround times.
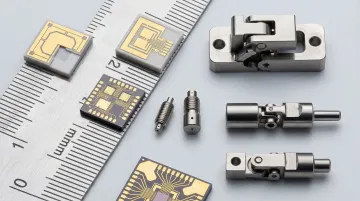
We'll examine the micro joining methods reshaping industrial repair—from laser welding achieving 0.1mm deposits to micro-plasma techniques that restore tool edges without heat distortion. You'll learn which technique suits specific materials and geometries, and why leading repair facilities maintain multiple welding processes to handle everything from 50-gram indexable inserts to 20-ton die blocks.
TLDR: Key Takeaways About Micro Joining Methods
- Micro joining fuses materials typically under 0.5mm thick using precisely controlled energy input
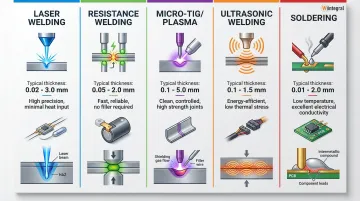
- Five primary methods: laser welding, resistance welding, micro-TIG/plasma, ultrasonic bonding, micro-soldering
- Key applications: electronics assembly, medical devices, mould repair, aerospace sensors
- Choose methods based on material type, production volume, thermal sensitivity, and strength needs
- Multi-process facilities offer optimal technique selection for each specific repair or assembly challenge
What is Micro Joining in Manufacturing?
Micro joining refers to the process of fusing miniature components with thickness typically under 0.5 millimetres—about five times thinner than a standard paperclip. Unlike traditional welding that applies broad heat across large surfaces, micro joining delivers extremely localised energy to create atomic bonds between surfaces while preserving the integrity of surrounding material.
The fundamental principle centres on minimising the heat-affected zone (HAZ). When you weld a 0.3mm battery tab or repair a precision mould cavity, excessive heat input causes warping, metallurgical damage, or complete failure of adjacent components.
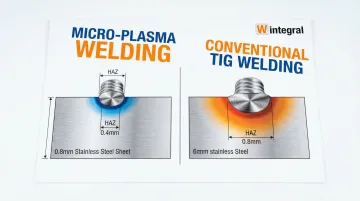
Micro-plasma welding produces a HAZ width of just 0.4mm compared to 0.8mm for conventional TIG welding on the same 0.8mm stainless steel sheet.
Critical Success Factors
Successful micro joining depends on several critical factors:
- Contaminants, oxides, and oils must be removed to enable proper atomic bonding
- Aluminium and titanium form tough oxide layers requiring aggressive cleaning or inert atmosphere protection
- Current, voltage, pulse duration, and beam focus controlled to within microseconds and micrometres
- Heat input limited to prevent warping of thin sections
Common applications span multiple industries:
- Repairing precision moulds where worn cavities need deposits as small as 0.1mm
- Connecting electronic components like battery tabs to terminals
- Assembling medical devices such as pacemaker housings and catheter tips
- Fabricating thermocouples where dissimilar metal wires join without contamination
Wintegral Engineering has developed expertise repairing thousands of precision moulds and die-tools using multiple micro joining processes, enabling restoration of components ranging from delicate 50-gram sensors to massive 20+ tonne dies.
Types of Micro Joining Methods
Laser-Based Micro Joining
Laser micro welding uses highly focused light beams to create precise, localized heating that fuses metals at the microscopic scale. Pulsed Nd:YAG lasers operating at 1064nm wavelength deliver spot sizes around 200 micrometers with average powers ranging from 0.3 to 3 kilowatts.
Single-mode fiber lasers can weld 100-micrometer stainless steel foil at speeds up to 6.0 meters per minute.
Key advantages include:
- Energy concentration limits thermal damage to adjacent areas
- Spot sizes as small as 0.2mm enable extremely fine welds
- Non-contact process applies no mechanical force to delicate components
- Can join different metals when process parameters are optimized
Laser welding excels in medical device manufacturing, where it joins 0.5mm stent struts and pacemaker battery packages. Electronics manufacturers use it for leadframe assemblies and mobile phone batteries.
For mould repair applications, laser welding allows restoration of worn edges and damaged cavities with deposits matching the base metal composition.
Wintegral Engineering incorporates laser welding as part of their comprehensive mould and die repair services, utilizing welding wire ranging from 0.2 to 0.5mm diameter to achieve deposits from 0.1 to 2mm depth.
Their laser systems handle any tool steel including H13, H21, P20, and D2, as well as non-ferrous metals like titanium, beryllium copper, and aluminum.

Limitations to consider:
High reflectivity of metals like silver and copper reduces energy absorption, requiring surface treatment or specific wavelengths.
When joining dissimilar metals such as aluminum to copper, brittle intermetallic compounds like Al2Cu can form, potentially weakening the joint compared to solid-state methods.
Resistance Micro Welding
Resistance micro welding generates localized heat by passing electrical current through contact points where components meet. The electrical resistance at the interface converts current into heat, melting and fusing the materials.
Modern linear DC controls operate in the 5-1000 ampere range with weld times as short as 8-12 milliseconds.
Process variants include:
- Spot welding - Single point welds for discrete connections
- Seam welding - Continuous or overlapping welds for hermetic seals
- Projection welding - Uses raised features to concentrate current flow
Resistance welding dominates high-volume production applications where speed and cost-effectiveness matter most. Battery manufacturing relies heavily on this method for joining 0.2mm nickel tabs to cell terminals.
Optimized parameters of 2000A current and 12ms weld time achieve peel loads of approximately 154N with nugget diameters of 1.17mm.
Ideal applications:
- Battery tab welding in lithium-ion cell assembly
- Wire-to-terminal connections in electrical components
- High-volume production where setup changes are infrequent
- Applications requiring fast cycle times with minimal operator intervention
The primary limitation involves electrode sticking due to local metallurgical bonding between the electrode and workpiece. Operators can mitigate this through precise control of electrode force, current ramping, and proper electrode material selection.
Micro-TIG and Micro-Plasma Welding
Tungsten Inert Gas (TIG) welding adapted for microscale applications provides excellent control through precise arc manipulation. Micro-TIG systems operate between 0.1 and 15 amperes using tungsten electrodes as small as 0.25mm diameter.
Pure argon shielding gas protects the weld pool from atmospheric contamination.
Micro-plasma welding takes this concept further by constricting the plasma arc through a small orifice, creating even finer control with currents starting as low as 0.1 ampere. The constricted arc produces a more focused heat source ideal for the thinnest materials.
Comparative performance data reveals significant advantages:
Research on 0.8mm stainless steel sheets shows micro-plasma produced a fusion area of 2.61 square millimeters versus 3.92 square millimeters for TIG. Angular distortion measured 3.79 degrees for plasma compared to 6.56 degrees for TIG.
The tighter arc column and reduced heat input translate directly to less warping and metallurgical damage.
Applications include:
- Tool and die repair where worn edges need rebuilding
- Jewelry fabrication requiring invisible seams
- Precision component manufacturing in aerospace and medical devices
- Welding diaphragms, bellows, and foils thinner than 0.5mm
Both methods offer versatility across various metals including stainless steel, titanium, nickel alloys, and tool steels. The ability to add filler material provides flexibility for building up worn surfaces or bridging gaps.
Ultrasonic Micro Bonding
Ultrasonic bonding creates solid-state joints through high-frequency mechanical vibrations without melting the base materials. Operating between 40 and 150 kilohertz, the process applies oscillating shear forces at the interface while maintaining pressure. Friction and plastic deformation break up surface oxides and contaminants, allowing atomic bonding to occur.
Key advantages:
- Solid-state process preserves base metal properties
- Suitable for materials that cannot tolerate melting temperatures
- Bonding dwell times around 20 milliseconds for automatic bonders
- No filler materials, fluxes, or shielding gases required
Gold thermosonic wire bonds on gold metallization demonstrate shear strengths of approximately 84.8 gram-force, providing reliable electrical and mechanical connections. The semiconductor industry uses ultrasonic wire bonding extensively for chip packaging, accounting for roughly 50% of the bonding wire market due to cost-effectiveness and established infrastructure.
Typical applications:
- Wire bonding in semiconductor packaging and integrated circuits
- Aluminum battery tab connections where IMC formation must be minimized
- Thermoplastic joining in medical device assembly
- Multi-layer foil stacking in sensors and actuators
Quality requirements follow standards like MIL-STD-883 and DVS 2811. The primary limitation involves achieving uniform bonding across the entire interface, as areas near the sonotrode peaks may experience different conditions than edge regions.
Micro-Soldering and Brazing
Soldering and brazing use filler materials with lower melting points than the base metals, creating joints through capillary action and metallurgical bonding without melting the components themselves. This fundamental difference makes these methods ideal when base metal melting must be avoided.
Filler material examples:
- Low-temperature solders - Indium-based alloys like 52In/48Sn with eutectic melting point of 118°C for extremely temperature-sensitive applications
- Brazing alloys - Silver-based materials like Silvaloy 630 melting between 690-800°C for higher-strength, corrosion-resistant joints
When to choose soldering or brazing over fusion welding depends on several factors. These methods excel when joining dissimilar materials with significantly different melting points, creating hermetic seals in housings and enclosures, or working with components that cannot tolerate the thermal stress of fusion welding.
Limitations include:
Joint strength typically lower than fusion welds. Comparative studies show brazed orthodontic wire joints achieving fracture strengths of 186-407N compared to laser welding with filler material reaching up to 998N. Gap spacing critically affects joint quality, with optimum clearances around 0.0015 inches. Flux residues can cause contamination if not properly cleaned, and some applications prohibit flux use entirely.
The process requires rigorous cleanliness to prevent voids and ensure proper wetting. For precision applications, controlled atmosphere or vacuum brazing eliminates oxidation concerns but increases equipment costs.
Key Applications of Micro Joining in Modern Manufacturing
Micro joining methods serve critical functions across four major industrial sectors, each demanding precision at microscopic scales.
Mould and Die Repair
Micro joining techniques restore worn or damaged precision moulds, extending tool life and dramatically reducing replacement costs. When a die cavity wears from repeated casting cycles or a mould edge chips during production, micro welding rebuilds the damaged area with deposits matching the base metal composition.
Wintegral Engineering's laser welding capabilities achieve deposits from 0.1 to 2mm depth, with pass-over-pass welding building substantial thickness when needed. Their average welding defect rate below 1% ensures repaired moulds return to production quickly without quality concerns.
Electronics and Semiconductor Manufacturing
The electronics sector represents approximately 50% of the bonding wire market, with wire bonding remaining dominant for low to mid-end applications due to cost-effectiveness.
Key applications include:
- Circuit board assembly connecting components as small as 0.2mm
- Wire bonding for chip packaging in integrated circuits
- Sensor fabrication requiring hermetic seals
- Battery tab welding in lithium-ion cells
The MEMS devices segment is growing at the fastest rate (CAGR 5.39%) through 2032, driven by IoT and automotive sensor expansion.
Medical Device Production
Regulatory compliance drives micro joining requirements in medical manufacturing. FDA Quality System Regulations (21 CFR Part 820) now harmonize with ISO standards for medical devices, mandating validation for any joining process where results cannot be fully verified by inspection.
Critical applications span:
- Surgical instruments requiring biocompatible joints
- Implantable devices like pacemakers and stents
- Catheter assemblies with components under 0.5mm
- Diagnostic equipment where precision affects measurement accuracy
The medical device EMS market is projected to reach ₹7,49,77,50,00,000 by 2031, growing at 7.10% CAGR.
Automotive and Aerospace Components
Micro joining enables the sensors, actuators, and lightweight structures demanded by modern vehicles and aircraft.
Essential applications include:
- MEMS pressure sensors and accelerometers using micro-machining and bonding techniques
- Fuel injection systems with nozzle assemblies toleranced in micrometers
- Aerospace actuators with miniaturized components reducing weight and improving fuel efficiency
- Lightweight structural joints in aircraft frames and vehicle bodies
The miniaturization trend spans all these industries, enabling devices that were impossible a decade ago while creating new demands for joining technologies that can reliably assemble components at ever-smaller scales.
Advantages and Limitations of Micro Joining Technologies
Key Advantages
Micro joining delivers precision at microscopic scale, creating welds with dimensions measured in tenths of millimeters. The minimal thermal distortion prevents warping that would ruin thin-section components.
Multiple methods can join dissimilar materials—laser welding connects stainless steel to titanium, while ultrasonic bonding joins aluminum to copper without forming brittle compounds.
Beyond precision, reduced heat-affected zones preserve base metal properties. Laser and pulse arc welding produce HAZ widths half that of conventional methods, maintaining hardness and microstructure adjacent to the weld.
High repeatability makes these processes suitable for automated production. Modern systems achieve placement accuracy of ±25 micrometers and defect rates below 50 parts per million.
Common Limitations
Despite their advantages, micro joining technologies face practical constraints:
Equipment Investment: Industrial laser welding systems can cost hundreds of thousands of rupees, though benchtop versions offer more accessible pricing. Resistance welding equipment costs less with lower maintenance requirements.
Operator Expertise: Successfully operating micro joining equipment demands understanding of metallurgy, thermal management, and process parameters. Surface contamination sensitivity means even fingerprint oils can prevent proper bonding, requiring controlled environments and rigorous cleaning protocols.
Access Limitations: Deep recesses, internal cavities, and obstructed areas can be difficult to reach with welding electrodes or laser beams, restricting where micro joining can be applied.
How Multi-Process Facilities Address Limitations
Facilities offering multiple joining methods select the optimal technique for each application. When laser welding struggles with reflective copper, resistance welding provides an alternative. When thermal sensitivity prohibits fusion welding, ultrasonic bonding delivers a solid-state solution.
Wintegral Engineering maintains multiple welding processes—including Laser, Micro-Plasma, Micro-GT, and Hybrid techniques—allowing selection of the best method for specific repair scenarios rather than forcing every job into a single process.
How to Choose the Right Micro Joining Method for Your Application
Key Selection Criteria
Material types and thicknesses form the foundation of your decision. Stainless steel under 0.5mm responds well to laser or micro-plasma welding, while aluminum battery tabs often perform better with resistance or ultrasonic methods.
Joint strength requirements determine whether fusion welding or solid-state bonding is necessary—structural joints typically need fusion welding, while electrical connections may succeed with ultrasonic bonding.
Production volume significantly affects method selection. High-volume battery manufacturing justifies resistance welding equipment despite higher setup costs, while low-volume prototype work suits the flexibility of laser or TIG processes.
Thermal sensitivity matters when components include temperature-sensitive electronics, polymers, or metallurgical structures that cannot tolerate heat exposure.
Budget constraints encompass both equipment costs and operational expenses. Resistance welding offers lower equipment costs and faster cycle times for repetitive parts. Laser welding demands higher capital investment but delivers superior precision and versatility.
These criteria converge into a practical decision framework:
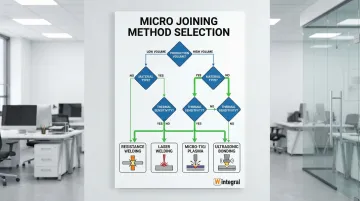
Decision Matrix
Choose laser welding when:
- Precision repairs require deposits under 0.2mm
- Dissimilar metals must be joined
- Non-contact process prevents mechanical stress
- Production volumes justify equipment investment
Choose resistance welding when:
- High-volume production demands fast cycle times
- Components are electrically conductive
- Setup changes are infrequent
- Cost per part must be minimized
Choose micro-TIG or plasma when:
- Versatile repairs across various metals are needed
- Filler material addition is required
- Operator control and adaptability matter most
- Equipment costs must be moderate
Choose ultrasonic bonding when:
- Heat-sensitive materials cannot tolerate melting
- Solid-state joints are acceptable
- Dissimilar metal combinations form brittle IMCs when fusion welded
- Clean, flux-free process is required
Critical Factors Regardless of Method
Surface preparation determines joint quality across all methods. Oxides, oils, and contaminants prevent atomic bonding. Aluminum requires aggressive oxide removal through mechanical abrasion or chemical cleaning immediately before welding.
Quality control through process validation and inspection ensures consistent results, particularly for applications under regulatory oversight like medical devices.
For complex repair scenarios, access to multiple welding processes proves invaluable. Wintegral Engineering's multi-process capability—including Laser, Micro-Plasma, Micro-GT, Hybrid techniques, and TIG welding—enables method selection tailored to each component's specific requirements. Their experience repairing thousands of precision moulds and die-tools informs technique selection based on material composition, component geometry, and performance demands.
Frequently Asked Questions
What is microwelding?
Microwelding fuses tiny parts typically less than 0.5mm thick using precise, controlled energy application with minimal heat input. The process creates atomic bonds between surfaces while limiting the heat-affected zone to preserve surrounding material properties and prevent distortion.
What are the different micro joining techniques?
Primary techniques include laser welding, resistance welding, micro-TIG, micro-plasma, ultrasonic bonding, and micro-soldering/brazing. Each method delivers controlled energy at microscale to create precise joints with minimal heat-affected zones.
Which is better for micro joining techniques: MIG or MMA?
Neither MIG nor MMA are suitable for micro joining due to excessive heat input and lack of precision control. Instead, micro-TIG, laser welding, resistance welding, or ultrasonic bonding provide the controlled energy delivery and minimal heat-affected zones required for microscale applications.
What materials can be joined using micro joining methods?
Common materials include stainless steel, aluminum, copper, titanium, nickel alloys, tool steels (H13, P20, D2), and precious metals. Some techniques can join dissimilar metal combinations that would form brittle compounds with conventional welding.
How do you choose the right micro joining technique for your application?
Key factors include material compatibility, joint strength requirements, production volume, and precision needs. Laser welding offers finest control for low-volume work, while resistance welding suits high-volume production. Thermal sensitivity and budget also influence the selection.
What industries benefit most from micro joining technologies?
Primary industries include electronics (semiconductor packaging), medical devices (implants and instruments), aerospace (sensors and components), automotive (MEMS sensors), mould and die manufacturing (precision tool repair), and jewelry. Each sector requires the microscale precision and minimal heat distortion these techniques provide.