Introduction: Laser Welding in Medical Device Manufacturing
Manufacturing medical devices today requires joining components at scales measured in microns—not millimeters. Traditional methods like adhesives, ultrasonic welding, and mechanical fasteners cannot deliver the contamination-free bonds and hermetic sealing that implantables and wearables demand.
According to the global laser welding machine market analysis, the sector is projected to grow from ₹22,500 crore in 2024 to ₹37,500 crore by 2034, driven largely by medical device manufacturing requirements.
Laser welding delivers what these applications require: heat-affected zones (HAZ) often under 50 micrometers and leak rates as low as 10⁻⁹ atm·cc/sec. This precision protects heat-sensitive electronics in pacemakers and preserves the shape-memory properties of nitinol stents.
This article covers the fundamentals of laser welding technology, material compatibility across metals and medical-grade plastics, key applications from implantables to microfluidics, regulatory considerations under FDA and ISO standards, and practical implementation challenges facing manufacturers today.
TLDR: Key Takeaways
- Achieves micron-scale precision with HAZ under 50 µm
- Compatible with stainless steel, titanium, nitinol, and medical thermoplastics
- Hermetic sealing reaches 10⁻⁹ atm·cc/sec leak rates
- Eliminates contamination risks from adhesives, particulates, or mechanical stress
- Requires rigorous FDA 21 CFR Part 820 and ISO standards process validation
Understanding Laser Welding Technology
What is Laser Welding?
Laser welding uses high-intensity light beams to join materials by melting the joint interface, which solidifies almost instantly. The process concentrates energy into extremely small areas, creating heat-affected zones typically under 50 micrometers—critical for medical devices where adjacent components cannot tolerate thermal stress.
Here's how it works: laser energy is absorbed by the material, converting to heat that creates a localized melt pool. As the beam moves or pulses, the molten material solidifies, forming a metallurgical bond.
In many cases, no filler material is needed—a process called autogenous welding. This approach is particularly valuable for maintaining the purity and properties of medical-grade materials.
Types of Laser Welding Systems
Continuous Wave (CW) vs. Pulsed Lasers:
- Pulsed lasers deliver high peak power (5 kW) with low average power (25 W), ideal for heat-sensitive implantables requiring deep penetration without thermal buildup
- Continuous wave lasers provide steady output from 100 W to over 100 kW, suited for high-speed seam welding where heat accumulation is manageable
Advanced Systems:
- Quasi-Continuous Wave (QCW) fiber lasers operate in high-frequency pulsed mode that mimics CW output while maintaining higher peak powers—particularly effective for titanium and medical alloys requiring precise heat control
- Microsecond-pulse lasers offer pulse-level control essential for welding thin foils, wires, and sensor pads with beam spots under 50 µm
Wavelength Selection:
Different wavelengths suit different materials:
- Near-infrared (1064 nm) lasers are standard for stainless steel, titanium, and transmission welding of compatible plastics
- Green lasers (532 nm) provide significantly higher absorption rates for highly reflective metals like copper and gold used in medical electronics, improving process stability and reducing back-reflection risks
Key Technical Components
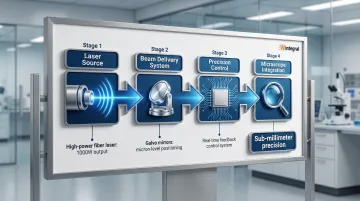
Precision welding systems rely on integrated technologies working in concert:
- Beam delivery systems with galvanometer mirrors and 2-axis scan heads enable micron-level positioning accuracy
- Pulse and power profile controllers provide microsecond-level control over energy delivery
- High-definition microscopes integrated into welding stations ensure operators can position welds accurately on miniature components
These components must work together seamlessly to achieve the sub-millimeter precision medical devices require.
Advanced Techniques
Beam Oscillation (Wobble Welding):
This technique manipulates the laser beam in high-frequency circular or figure-eight patterns. The result? A wider weld pool without increasing total heat input.
Research shows beam oscillation reduces porosity in titanium welding by 70-85%, significantly improving weld quality for critical medical components.
Spatial Pulse Shaping:
Controlling the energy distribution within each pulse minimizes stress concentrations in welds. This technique is particularly valuable for high-strength alloys like 17-4 PH stainless steel, where brittle phase formation in the HAZ can compromise mechanical properties.
Materials Compatible with Laser Welding in Medical Devices
Choosing the right material is critical for laser welding medical devices. Metals like titanium and stainless steel dominate surgical instruments and implants, while specialized plastics serve diagnostic equipment and drug delivery systems.
Each material brings distinct challenges. Thermal properties affect weld quality. Reflectivity determines laser absorption efficiency. Biocompatibility requirements govern which alloys and grades meet regulatory standards.
Metals for Medical Devices
316L Stainless Steel (per ASTM F138):
- Properties: Surgical-grade, corrosion-resistant, biocompatible
- Challenges: High thermal expansion creates hot cracking and porosity risks
- Controls: Pulsed welding with microsecond control limits heat input; nitrogen or argon shielding prevents oxidation
17-4 PH Stainless Steel:
- Properties: High strength, precipitation-hardenable, common in surgical instruments
- Challenges: Careful heat control required to prevent brittle phase formation in HAZ
- Controls: Spatial pulse shaping and post-weld solution annealing restore ductility
Titanium (Grade 5, Grade 23 ELI per ASTM F136):
- Properties: Lightweight, excellent biocompatibility, high strength-to-weight ratio
- Challenges: Highly reactive to oxygen at elevated temperatures, causing embrittlement
- Controls: Continuous argon shielding or vacuum/argon chamber welding mandatory; optimized cooling prevents brittle phases
Platinum:
- Properties: High conductivity, essential for pacemaker electrodes
- Challenges: High melting point (1,768°C) and high reflectivity to 1064 nm light
- Controls: High-peak-power micro-pulses or green laser (532 nm) technology overcome reflectivity
Nitinol (NiTi per ASTM F2063):
- Properties: Shape-memory alloy with superelasticity, common in stents and guidewires
- Challenges: Excessive heat alters transformation temperatures and forms brittle phases
- Controls: Ultra-short, low-energy pulses with argon shielding preserve shape-memory effect

Medical-Grade Plastics
Plastic laser welding works through transmission welding. One layer stays transparent to the laser wavelength (transmissive), while the other absorbs and converts laser energy to heat (absorptive).
The absorptive layer melts first, then conducts heat to the transmissive layer, creating the bond between them.
Specialty Thermoplastics:
- Polycarbonate: Excellent optical clarity, impact resistance
- Polyetherimide (PEI): High heat resistance, sterilization compatibility
- PEEK: Superior mechanical properties, biocompatibility
These materials provide dimensional stability and chemical resistance that commodity plastics cannot match—critical for devices requiring repeated sterilization and long-term biocompatibility.
Color Challenges:
White and light-colored plastics reflect near-infrared light, making standard 1064 nm lasers ineffective. Manufacturers address this through:
- Specialized pigments and dyes that absorb NIR while maintaining visual appearance
- Thin transmission layers with absorbing additives
- Alternative wavelengths like 2-micron thulium lasers
For precision welding applications requiring these advanced materials, Wintegral Engineering's laser welding capabilities handle both metallic and specialized plastic components across medical device manufacturing.
Key Applications in Medical Device Manufacturing
Implantable Devices
Pacemakers, neurostimulators, and cardiac rhythm management devices require absolute protection for internal electronics. Laser welding achieves hermetic seals with leak rates as low as 10⁻⁹ atm·cc/sec, far exceeding MIL-STD-883 Method 1014 requirements.
This precision creates reliable barriers against body fluid ingress throughout the device's lifespan.
Creating hermetic seals around complex device geometries requires variable speed welding with position-based laser firing. Advanced motion control systems coordinate rotary stages and robotic positioning to maintain consistent weld quality throughout the entire seam path.
Wearable Medical Devices
Beyond implantable devices, laser welding plays a critical role in wearable medical technology. Continuous glucose monitors, insulin pumps, and fitness trackers need water and dust resistance for daily use.
Laser welding delivers key advantages for these applications:
- Creates barriers against oxygen and moisture without bulky gaskets
- Eliminates reliability concerns associated with adhesive seals
- Enables thin-profile housings that maintain device aesthetics
- Achieves IP67 or IP68 ratings for waterproof performance

Catheters and Delivery Systems
Joining catheter tubes and balloon catheters requires precision radial welds that maintain the device's low profile. Laser welding creates narrow weld zones without adding bulk, essential for minimally invasive procedures through small blood vessels.
Deflectable catheters with integrated sensors demand precise heat control to avoid damaging embedded electronics or shape-memory components. Laser welding's minimal HAZ protects these sensitive elements while creating reliable mechanical joints.
Single-Use Devices and Microfluidic Systems
Diagnostic devices, drug delivery systems, and lab-on-a-chip devices use laser welding for lap joints that create fluid channels and chambers. The process eliminates particulate contamination from flashing that occurs with ultrasonic welding, critical for sensitive biological assays.
Unlike adhesives, laser welding introduces no chemical residues, solvents, or outgassing compounds that could interfere with diagnostic accuracy or drug stability.
Electronic Interconnects
Laser welding creates narrow weld zones (as thin as 0.1 mm) for leadframe connections and PCB-level interconnects. The process eliminates flux and reduces thermal stress on sensitive components compared to soldering.
Autogenous welding (welding without filler material) provides long-term reliability for hermetic semiconductor packages, protecting integrated circuits from moisture and contamination throughout device lifetime.
Advantages Over Alternative Joining Methods
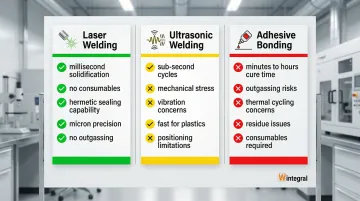
Comparison with Ultrasonic Welding
Laser welding eliminates friction, vibration, and mechanical stress that can damage delicate electronic components in medical devices.
While ultrasonic welding offers fast cycle times (under 1 second) for plastic assemblies, the vibration can dislodge sensors, crack solder joints, or damage batteries.
Laser welding provides superior control for miniaturized parts where positioning accuracy must be maintained within micrometers—impossible with the mechanical clamping forces required for ultrasonic welding.
Comparison with Adhesive Bonding
Adhesive bonding introduces limitations that laser welding eliminates:
- Laser welds solidify in milliseconds vs. minutes to hours for adhesive curing
- No concerns about outgassing, extractables, or biocompatibility of adhesive chemistry
- Superior resistance to thermal cycling, humidity, and chemical exposure
- No residues, surface preparation solvents, or flashing beyond the bond area
- Ultra-clean process requiring no consumables
Comparison with Mechanical Fasteners
Laser welding eliminates screws, snap fits, and associated supply chain complexity. For applications requiring airtight sealing, mechanical fasteners require additional gaskets or O-rings that add assembly steps and potential failure modes.
The seamless appearance of laser-welded joints also provides superior aesthetics for consumer-facing wearable devices. These combined advantages—speed, cleanliness, precision, and reliability—make laser welding the preferred joining method for critical medical device applications.
Critical Process Parameters and Quality Control
Essential Welding Parameters
Key Variables:
- Laser type and power: 50-300 W typical for medical micro-welding
- Wavelength: 1064 nm standard; 532 nm for reflective metals
- Pulse duration: Microsecond pulses for thin materials
- Welding speed: Determines heat input and penetration depth
- Clamping pressure: Maintains part contact and alignment
- Focus offset distance: Controls spot size and power density
Shielding Gas:
Laminar flow of argon or nitrogen prevents oxidation and contamination during the welding process. Gas flow rate, nozzle design, and positioning critically impact weld quality, particularly for reactive metals like titanium.
Beyond basic parameters, complex welding applications require precise motion coordination.
Motion Control Systems
Coordinating rotary stages, XYZ robots, and laser firing for complex contour welding presents significant engineering challenges.
Maintaining orthogonality (perpendicular beam angle to work surface) and constant spot-to-spot spacing throughout three-dimensional weld paths requires sophisticated motion control algorithms.
Position-based firing systems trigger laser pulses at precise spatial intervals rather than time intervals, ensuring consistent overlap regardless of motion speed variations.
Quality Monitoring and Defect Prevention
Real-Time Monitoring:
Modern systems integrate photodiodes and pyrometers to monitor plasma emissions and melt pool temperature, providing real-time feedback on process stability. However, these systems cannot guarantee quality without rigorous process validation.
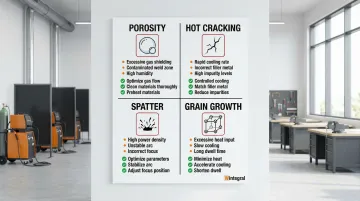
Common Defects and Prevention:
| Defect | Causes | Prevention Methods |
|---|---|---|
| Porosity | Trapped gas, contamination | Pre-weld cleaning, optimized shielding gas flow, beam oscillation |
| Hot Cracking | Thermal stress during solidification | Pulse shaping (controlled upslope/downslope), proper fixturing |
| Spatter | Excessive power density | Adjust focal position, reduce peak power |
| Grain Growth | Excessive heat input | Shorter pulses, lower energy per pulse |
Regulatory Compliance and Standards
Key Regulatory Standards
Quality Management and GMP:
- ISO standards Clause 7.5.6 mandates validation for processes where output cannot be verified later
- FDA 21 CFR Part 820.75 requires validation with high assurance
- Must include qualified personnel records
- Requires continuous parameter monitoring
Materials and Biocompatibility:
- ISO 10993 series governs biocompatibility testing for medical devices
- ASTM F2063 specifies requirements for nitinol medical devices
- ASTM F136 covers titanium-6aluminum-4vanadium ELI alloy for surgical implants
Documentation Requirements:
Process validation must include Installation Qualification (IQ), Operational Qualification (OQ), and Performance Qualification (PQ) with documented protocols, execution records, and ongoing process verification.
Biocompatibility and Sterilization
Beyond regulatory documentation, laser welding offers distinct material advantages for medical device manufacturing.
Laser welding preserves material biocompatibility by minimizing heat-affected zones and avoiding foreign materials. The localized thermal input prevents bulk property changes that could affect cytotoxicity, sensitization, or irritation responses.
Welded assemblies remain compatible with standard sterilization methods:
- Steam autoclaving (121-134°C)
- Ethylene oxide (EtO) gas sterilization
- Gamma irradiation (where base materials are radiation-stable)
Traceability and Process Validation
Manufacturers must maintain batch records documenting:
- Weld parameters for each production lot
- Equipment calibration and maintenance records
- Operator qualifications and training documentation
- Inspection and testing results
- Non-conformance and corrective action records
Challenges and Solutions in Implementation
Material-Specific Challenges
Common Issues:
- Thermal expansion in stainless steel: Causes hot cracking and distortion
- Oxide formation in titanium: Requires stringent inert gas shielding
- Reflectivity in platinum: Requires high-peak-power pulses or green laser technology
- Phase transformation in nitinol: Ultra-short pulses essential to preserve shape-memory properties
Solutions Through Process Expertise:
- Select optimal welding process (laser, micro-plasma, or hybrid) based on material properties
- Optimize parameters like pulse duration, peak power, and shielding gas composition
- Apply multi-process capabilities to address complex material combinations
- Validate processes through iterative testing and parameter refinement
Color and Aesthetic Challenges in Plastics
Medical devices often require joining light-colored or clear plastics, which reflect standard near-infrared lasers. This makes achieving strong welds difficult without visible joint lines.
Solutions:
- Specialized pigments that absorb NIR wavelengths while maintaining desired visual appearance
- Thin transmission layers with absorbing additives applied only at the joint interface
- Alternative laser wavelengths (2-micron thulium lasers) that can weld clear-to-clear plastics
Cost and Implementation Considerations
Initial Investment:
Automated laser welding systems range from ₹40,00,000 to over ₹4,00,00,000 for fully integrated cells with vision systems and robotic handling.
Return on Investment:
Despite high initial costs, case studies show potential annual savings exceeding ₹1,00,00,000 by replacing manual welding processes. Key benefits include:
- Labor reduction through automation
- Eliminated post-processing costs (no deflashing, deburring, or cleaning)
- Reduced scrap rates from improved first-pass yield
- Faster cycle times enabling higher throughput
Supplier Selection:
Working with experienced suppliers for process optimization and material selection significantly reduces implementation risk. Suppliers offering turnkey solutions—including process development, fixture design, validation support, and operator training—accelerate time-to-production and improve outcomes.
Frequently Asked Questions
Do you need eye protection for laser welding?
Yes, laser safety glasses rated for the specific wavelength are mandatory. For 1064 nm fiber or Nd:YAG lasers, optical density (OD) 6 or greater eyewear is required. Enclosed systems with interlocks provide additional protection by preventing exposure during operation.
What is the difference between laser welding and traditional welding methods?
Laser welding offers micron-scale precision with minimal heat input and extremely small heat-affected zones (under 50 µm). Traditional methods like TIG or MIG require electrode contact, have larger HAZ, and cannot achieve the precision needed for miniature medical components.
Can laser welding be used for both metals and plastics in medical devices?
Yes, but with different approaches. Metals absorb laser energy directly and melt at the joint interface. Plastics require transmission welding (one transparent layer, one absorbing) or specialized techniques for clear-to-clear joints.
How does laser welding ensure hermetic sealing in implantable devices?
Controlled contour seam welding creates continuous metallurgical bonds around device perimeters. Properly executed seals achieve leak rates below 10⁻⁹ atm·cc/sec, providing complete barriers against water vapor, oxygen, and contaminants.
What are the typical lead times for implementing laser welding in production?
Full implementation typically requires 6-9 months, including material testing (2-4 weeks), parameter optimization (4-8 weeks), fixture design (4-6 weeks), and validation (8-12 weeks). Timelines vary based on application complexity and regulatory requirements.
Is laser welding more expensive than ultrasonic welding or adhesive bonding?
Initial equipment costs are higher—laser systems start around ₹40,00,000 vs. ₹10,00,000-₹20,00,000 for ultrasonic welders. However, total cost of ownership is often lower due to reduced scrap rates, faster cycle times, and eliminated consumables. For high-value medical devices requiring hermetic seals, laser welding delivers superior long-term economics.