Introduction
When repairing precision moulds or fixing damaged die-casting tools, the weld quality can make or break your production schedule. Gas Tungsten Arc Welding (GTAW) delivers defect-free joins on the most critical repairs—from delicate indexable cutting tools to heavy moulds weighing several tons.
According to the American Welding Society, manufacturers in aerospace, nuclear, and precision tooling rely on GTAW when metallurgical integrity is essential. The process offers superior weld quality, aesthetic finish, and material versatility, though it's slower than alternatives like MIG or stick welding.
This guide breaks down how GTAW works, what equipment you need, and which repair scenarios benefit most from this precision welding method.
Key Takeaways
- GTAW (also called TIG) uses a non-consumable tungsten electrode and inert gas for high-quality, precise welds
- Creates an electric arc between electrode and workpiece, with optional filler metal added manually
- Excels at welding thin materials and metals like stainless steel, aluminium, titanium, and dissimilar alloys
- Produces clean, spatter-free welds with precise heat control but requires higher skill and slower speeds
- Ideal for tool and die repair, aerospace components, pipe welding, and precision manufacturing applications
What Is GTAW?
GTAW is an arc welding process using a non-consumable tungsten electrode to generate an electric arc that melts the base metal, protected by an inert shielding gas (typically argon or helium). The American Welding Society defines GTAW as a process where the tungsten electrode does not melt into the weld pool; filler metal, if required, is added separately.
Why GTAW was developed: The process was invented in 1941 by Russell Meredith at Northrop Aircraft to solve the challenge of welding reactive metals like aluminum and magnesium that oxidize rapidly when exposed to air during conventional welding.
These materials reacted poorly with existing methods, making them nearly impossible to weld reliably for aircraft construction.
What GTAW is NOT:
Unlike MIG/GMAW or stick/SMAW welding:
- The electrode does not melt or transfer across the arc
- The tungsten remains solid throughout, serving only as the electrical conductor
- Filler metal (when used) is fed separately into the weld pool by the welder's other hand
Terminology variations:
- GTAW - American Welding Society's official term
- TIG (Tungsten Inert Gas) - Common European and industry term
- Heliarc - Historical name from when helium shielding gas was used
GTAW can be performed with or without filler metal depending on application. Autogenous (fusion) welds work for thin materials where the base metal edges simply melt together.
Filler-reinforced welds provide structural strength for load-bearing joints.
How Does GTAW Work?
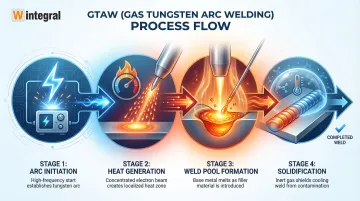
GTAW operates through four distinct stages: arc initiation, heat generation, weld pool formation, and solidification. Each stage is controlled by the welder to achieve precise results.
Arc Initiation
A high-frequency generator creates an electrical spark that ionises the shielding gas, forming a conductive path for welding current without electrode-to-workpiece contact. This prevents tungsten contamination that would occur if the electrode touched the workpiece directly.
The electrode is positioned 1.5-3mm from the workpiece. Once the arc strikes, the welder moves the torch in a small circle to establish a stable weld pool. Modern equipment offers two starting methods:
- High-frequency start - Superimposes a high-voltage spark to ionise the gas gap
- Lift-arc start - Electrode touches the workpiece at low voltage, then arc initiates when lifted
Heat Generation and Transfer
Once the arc is established, the welding process enters its heat generation phase. Electric current flows between the tungsten electrode (cathode) and workpiece (anode), generating intense heat through electrical resistance.
The GTAW arc produces temperatures up to 19,426°C (35,000°F), melting the base metal in a controlled manner. The primary heat transfer mechanism is joule heating from current flow.
In DC electrode negative (DCEN) mode, approximately 70% of the heat concentrates into the workpiece, creating deep, narrow penetration while keeping the tungsten electrode cooler.
Weld Pool Control and Filler Addition
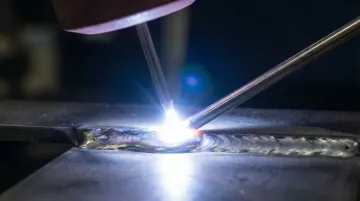
With the weld pool formed, precise control becomes critical. The welder maintains constant arc length while manually feeding filler rod into the leading edge of the weld pool at a consistent rate. This requires simultaneous coordination of both hands and often a foot pedal to control amperage.
Technique essentials:
- Torch advances the weld pool forward
- Filler metal is added in a rhythmic dipping motion
- Rod stays inside the gas shield to prevent oxidation
- Arc length remains constant at 1.5-3mm
Solidification and Completion
The final stage ensures weld integrity as the joint is completed. As the weld nears completion, current is gradually reduced to allow the weld crater to solidify properly and prevent crater cracks. This tapering prevents the sudden cooling that causes defects.
Shielding gas continues flowing 10-15 seconds after arc extinction (post-flow) to protect the cooling weld from atmospheric contamination. Manufacturer guidelines recommend approximately 1 second of post-flow per 10 amps of welding current to prevent oxidation of the hot tungsten and weld metal.
Key Equipment Components
GTAW systems rely on three core components working together: the welding torch, constant-current power supply, and shielding gas delivery system. Each plays a specific role in creating stable, high-quality welds.
Welding torch types:
- Air-cooled torches use ambient air and shielding gas to dissipate heat, making them suitable for loads under 200 amps and ideal for portable field work
- Water-cooled torches handle high-amperage applications over 200 amps with continuous duty cycles. Circulating coolant enables smaller, more ergonomic torch heads while managing high power output
Power supply requirements:
GTAW demands a constant-current (CC) power source that maintains stable amperage even when arc length varies slightly. This design compensates for natural hand movement, ensuring consistent heat input throughout the weld.
Tungsten Electrode Selection
Electrodes are classified by alloying elements under AWS A5.12M/A5.12:2024 standards, with different performance characteristics for AC vs. DC welding:
| Electrode Type | Colour Code | Primary Application |
|---|---|---|
| Pure Tungsten | Green | AC welding of aluminium/magnesium (forms balled tip) |
| 2% Thoriated | Red | DC welding of steel/stainless; stable arc but radioactive |
| 2% Ceriated | Grey | AC/DC versatility; excellent low-current starting |
| Lanthanated | Blue/Gold | Versatile AC/DC performance; non-radioactive alternative |
Shielding Gas Choices
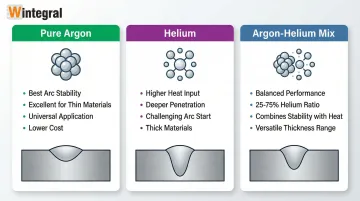
Pure argon remains the most common choice, offering superior arc starting, stability, and cleaning action due to low ionisation potential. It works well for most materials and general applications.
Helium provides higher thermal conductivity, creating a hotter arc with deeper penetration. It's used for thick sections or high-conductivity metals, though arc starting becomes more challenging.
Argon-helium mixtures (typically 25-75% helium) balance argon's stable arc with helium's increased heat input for thick materials needing deeper penetration.
Where GTAW Is Used
GTAW excels in manufacturing workflows requiring high-quality welds on thin-to-medium thickness materials (typically under 12.7mm/1/2 inch). The process handles root pass welding on pipes and precision repair operations where weld quality and appearance matter more than speed.
Ideal operating environments:
- Controlled indoor settings with minimal air movement
- Clean materials free of contaminants (oils, rust, coatings)
- Applications where post-weld cleanup must be minimised
- Situations requiring precise heat control to prevent distortion
Material Compatibility
GTAW welds the widest range of materials of any arc welding process:
- Stainless steel and carbon steel
- Aluminium and magnesium
- Titanium
- Nickel alloys (Monel, Inconel)
- Copper and brass
- Dissimilar metal combinations
Industry-Specific Applications
Aerospace components - Critical for aircraft fuel systems and structural elements where weight and reliability are paramount.
Tool and die repair - Precision repairs of moulds and dies requiring minimal heat-affected zones. Wintegral Engineering uses TIG welding alongside laser and micro-plasma processes for mould repair across their Indian facilities, achieving defect rates below 1%.
Sanitary piping - Food, pharmaceutical, and nuclear industries require smooth, crevice-free welds that prevent bacterial growth.
Automotive applications - Motorsports, exhaust systems, and roll cages requiring high strength and aesthetic appearance.
HVAC fabrication - Stainless steel ductwork and precision sheet metal assemblies.

Advantages and Limitations of GTAW
GTAW stands out among welding processes for its precision and quality, but understanding both its strengths and constraints helps you choose the right process for your application.
Key Advantages
Produces clean, high-quality welds - No slag or spatter generated, virtually eliminating post-weld cleanup requirements and ensuring consistent quality.
Offers exceptional heat control - Precise control over heat input and bead profile minimizes distortion on thin materials and delicate components like precision moulds and dies.
Welds more materials than other processes - Handles reactive metals and dissimilar metal combinations that MIG or stick welding cannot join, including aluminum, titanium, and exotic alloys.
Creates visually superior welds - Ideal for visible joints and applications where appearance matters, such as architectural metalwork or high-end fabrication.
Achieves near-perfect filler efficiency - Close to 99% of filler metal becomes part of the weld with minimal waste, though overall deposition rate remains low compared to other processes.
While GTAW excels in precision applications, it carries trade-offs that make it unsuitable for certain production environments.
Primary Limitations
Slow travel speed - GTAW is significantly slower than GMAW (MIG) or SMAW (Stick), producing the lowest metal deposition rate of all major arc welding processes.
High skill requirements - Requires exceptional hand-eye coordination to simultaneously control torch position, filler rod feeding, and amperage (often via foot pedal).
Higher costs - More expensive due to slower travel speeds (higher labor cost per foot of weld), inert gas costs, and equipment complexity. In India's manufacturing sector, where skilled GTAW operators command premium wages, this cost factor becomes particularly significant for high-volume work.
Choosing GTAW for Your Application
The decision to use GTAW depends on balancing quality requirements against production economics.
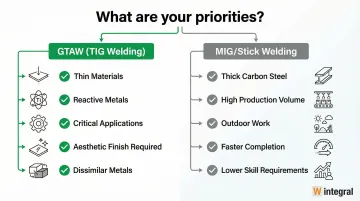
GTAW is the right choice when weld quality, precision, and material compatibility outweigh productivity concerns. For precision applications like tool and die repair, mould restoration, or joining thin-walled components, GTAW's superior control justifies the slower speed.
Other processes like MIG or stick welding are more economical for thick carbon steel or high-volume production where speed matters more than aesthetic finish. Companies like Wintegral Engineering often use GTAW alongside other micro-welding processes for precision repairs where the quality and metallurgical properties of the weld are critical to restoring tool performance.
Conclusion
GTAW's working principle—controlled arc between non-consumable electrode and workpiece under inert gas protection—enables unmatched weld quality and material versatility.
Understanding GTAW's operation, equipment requirements, and ideal applications helps manufacturers and repair operations choose the right process for their needs.
Key Takeaways:
- GTAW delivers superior weld quality and precision for critical applications
- Process versatility allows welding of diverse metals and alloys
- Slower speeds are offset by defect-free results and superior finish
- Essential for applications where weld integrity is non-negotiable
While slower than alternatives, GTAW remains indispensable for precision repair operations, aerospace components, and applications demanding flawless welds.
Frequently Asked Questions
What is GTAW welding?
GTAW uses a non-consumable tungsten electrode and inert gas shielding to produce high-quality welds. Also known as TIG (Tungsten Inert Gas) welding, it's preferred for precision applications requiring clean, defect-free joints.
What is the difference between TIG and GTAW?
TIG and GTAW are the same process with different names. TIG is the common industry term (especially in Europe), while GTAW is the official American Welding Society designation. Both refer to welding with a tungsten electrode under inert gas protection.
What materials can be welded with GTAW?
GTAW welds stainless steel, aluminium, magnesium, titanium, copper, brass, nickel alloys, carbon steel, and dissimilar metal combinations. This versatility makes it suitable for diverse manufacturing operations.
What are the main advantages of GTAW over other welding processes?
GTAW produces clean welds with no spatter or slag, and offers precise heat control for thin materials. It delivers superior weld quality and successfully joins reactive metals like aluminium and titanium.
What is the difference between AC and DC GTAW welding?
DC electrode negative works for steel, stainless, and most metals, delivering concentrated heat for deep penetration. AC alternating polarity handles aluminium and magnesium, providing cleaning action that removes surface oxides.
Why is GTAW preferred for precision welding applications?
GTAW's concentrated arc and precise heat control minimize distortion, making it ideal for thin materials and intricate repairs. This makes it the preferred choice for tool and die restoration, aerospace components, and precision manufacturing.